

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 [ 53 ] 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105
Примечание. Круги I2A2-45 150X10x3X32: скорость круга 18-25 м/с: продольная подача - до 3 м/мин. Катод Резец 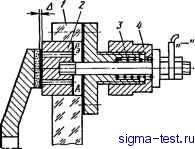 Рис. 5.3. Конструкция катода, обеспечивающего работу алмазного круга на металлической связке в режиме самозатачивания Рис. 5.2. Принципиальная схема модернизации универсально-заточного станка, обеспечивающей одновременную правку круга и разупрочнение обрабатываемой поверхности резца вающего устройства 10 поступает на фазочувствительный усилитель 9 и далее на реверсивный асинхронный двигатель 8 механизма подачи 7 катода 13. Стабильность шлифования заготовки 15, установленной в держателе 14, обеспечивается также следящей системой управления режущей поверхностью круга по мощности резания (электродвигатель 2 - датчик 1 - сумматор 12). Описанный способ обеспечивает высокую производительность заточки при невысоком расходе алмазов и позволяет примерно на порядок снизить контактное давление, уменьшить мощность, температуру шлифования и брак изделий по сравнению с обработкой кругами на органических связках. Рекомендуемые условия заточки СТМ приведены в табл. 5.8. На предприятии по производству тракторов заточные станки модернизированы в направлении одновременной правки рабочей поверхности алмазного круга и травления обрабатываемой поверхности резца из СТМ. Принципиальная электрическая схема (рис. 5.2) состоит из регулируемого силового трансформатора Тр и двух Еентилей В320; схема снабжена также необходимыми К алмазному кругу 16 на токопроводящей связке. Необходимая интенсивность удаления связки задается силой тока в цепи управления, которая регулируется изменением межэлектродного зазора б и контролируется с помощью амперметра 4. Устойчивость рабочего рельефа круга достигается автоматизацией процесса. Сигнал обратной связи с датчика тока 6 поступает в сравнивающее устройство 10, где сравнивается с заданным опорным сигналом, поступающим со стабилизированного источника 11. При уменьшении силы тока в межэлектродном зазоре б по мере изнашивания круга образуется сигнал рассогласования, который со сравни- сигнальными, блокировочными и регистрирующими приборами. Схема построена таким образом, что цепь правки работает только при включении главного привода, а цепь травления - при включении движения подачи. Катод, обеспечивающий работу круга на металлической связке в режиме самозатачл1вания, представляет собой устройство 2 (рис. 5.3), которое уравновешивается в корпусе 1 давлением электролита в полости Лив зазоре в зоне контакта. Таким образом, катод контактирует с рабочей поверхностью круга только через слой электролита и практически не изнашивается. Стабильность заданной пЛотности тока поддерживается постоянством зазора А с помощью гайки 4 и пружины 3. Разупрочнение поверхностного слоя обрабатываемого СТМ путем травления способствует повышению производительности и качества заточки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


