

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 [ 52 ] 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 Содержание перехода
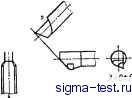 Закрепить резец в тисках Довести переднюю поверхность Круг шлифовальный 12А2 (125-150)Х X10X32 АСН 50/40 (Т02, Б1) 50%, ГОСТ 1672-80, ГОСТ 9206-80Е Угломер маятниковый ЗУРИ, ТУ 2-034-666-77 Образцы шероховатости поверхности, ГОСТ 9378-75 0,005- 0,01 0,5- 1,0 3150 20-25
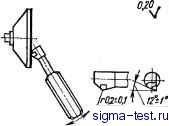 Закрепить резец в приспособлении Заточить радиус прн вершине Круг шлифовальный 12А2 (125-150)Х X 10X32 АСН 50/40 (Т02, Б1) 50%, ГОСТ 1672-80, ГОСТ 9206-80Е Угломер маятниковый ЗУРИ, ТУ 2-034-666-77 Образцы шероховатости поверхности, ГОСТ 9378-75 0,005- 0,01 Ручная 3150 20-25 Трудность обработки СТМ обусловлена прежде всего незначительным превышением твердости абразивного материала (алмазных зерен) по сравнению с твердостью обрабатываемых поликристаллов. Вследствие высокой интенсивности изнашивания зерен, особенно при заточке алмазных резцов, возникает необходимость поддержания постоянной развитости микро- и субмикрорельефа рабочей поверхности круга. Достоинством кругов на орга- 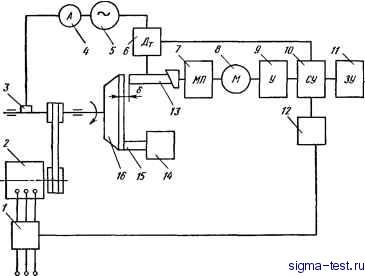 Рис. 5.1. Электрическая схема модернизации универсальио-заточного станка, обеспечивающей управление рельефом рабочей поверхности алмазного круга нических связках является их способность к самозатачиванию, что весьма удобно в производственных условиях. Однако при этом чрезвычайно велик расход кругов, и контактное давление на порядок больше, чем при заточке твердосплавного инструмента. Именно большие контактные давления и их колебания являются одной из причин брака при заточке СТМ под воздействием тем-пературно-силового фактора. Более широкими технологическими возможностями обладает заточка СТМ алмазными кругами на металлических связках с непрерывным автономным электрофизическим управлением их рабочим рельефом; при этом связка удаляется с поверхности круга непосредственно в процессе шлифования. Модернизация обычного универсально-заточного станка позволяет резко повысить производительность и качество заточки резцов из СТМ, прежде всего - из синтетических алмазов. Отрицательный полюс источника питания 5 (рис. 5.1) подключен к автономному катоду 13, а положительный - через токосъемник 5 162
|
||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


