

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 [ 25 ] 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 режущей пластины р и радиуса при вершине г (мм) проводили при обработке заготовок из стали 40Х с НВ 210-230, скорости резания v - 400 м/мин, глубине резания t = 0,5 мм. Уровни варьирования факторов (у г 4,5 и 1,5 мм, у Р 22 и 6°, у S 0,70 и 0,15 мм/об) соответствовали границам зоны резкого уменьшения стойкости. За критерий затупления резца было принято наличие задиров на обработанной поверхности при различном сочетании г, S, р. В результате экспериментов получена зависимость Т = 38,5 - 5,1г + ЗР + 69,45 + 7rS + 0,06pS - - 0,12р - ]59S (3.16) 3.5. Значения показателей степени и постоянной Ст при точении стали керамикой В-3 Очевидно, что р оказывает значительное влияние на стойкость. Для основных уровней: г = 3 мм и 5 = 0,425 мм/об при изменении р от 6 до 22 % колебание стойкости составляет 55 %. Для всех сочетаний г и S в приведенных условиях оптимальное значение р == 12 ... 14°. Точение резцами с пластинами из ВО-13 требует большей эффективной мощности, чем точение резцами с твердосплавными пластинами. Например, при V - 400 м/мин, S = = 0,3 мм/об и t= 0,5 мм, т. е. практически при чистовой обработке была необходима мощность более 11 кВт, что превышает мощность токарных станков средних типоразмеров. Весьма эффективно применение пластин толщиной s = = 8 мм с радиусом г = 3 мм. Оптимальное резание достигается на станках мощностью Л = 25 ... 30 кВт, при частоте вращения шпинделя п - 2000 мин-\ В результате испытаний при точении стали в состоянии поставки марок 40Х, 40ХН, У8А и 45 проходными резцами с пластинами из керамики В-3 были установлены зависимости стойкости от режимов резания вида (3.13). Значения показателей степени и постоянной С? приведены в табл. 3.5. Следует отметить, что приведенные в табл. 3.5 результаты получены при невысоких скоростях резания, а это снижает их практическую значимость.
Примечание. Условия обработки: dg = 50 ... 100 мм; - 400 ... 500 мм; v - 100 ... 200 м/мин; S = 0,2 ... 0,4 мм/об: ( = 0,5 ... 1.5 мм. Исследование точения закаленной стали ШХ15СГ с HRCg 61- 63 проводили при следующих геометрических параметрах режущей части разцов с пластинами из керамики В-3: у = -26°; а = = ai = 6°; X = -6°; г = 0,8 мм; ф = = 45°. Передний отрицательный угол пластины выполнен на фаске f = 0,30 мм. Обрабатывали толстостенные трубы диаметром 105 мм и длиной 250 ... 300 мм на токарно-винторезном станке 16К20 с бесступенчатым регулированием частоты вращения. Т,мин БО SO 20 15
101 mm 200 30 а) 75 100125150 6) 100 т v,m/muH Рис. 3.1. Зависимость стойкости Т резцов из керамики В-3 от скорости резаиия при / = 0,3 мм (а), 5о = 0,15 мм/об (б), So = 0,08 мм/об (в) Режимы резания: у = 30 ... 250 м/мин; 5 равно 0,08; 0,10 и 0,15 мм/об; 1= 0,20 ... 0,50 мм. Критерий затупления [ftg] = = 0,35 мм. Анализ полученных зависимостей показывает, что при v <; < 70 м/мин стойкость резцов уменьшается вследствие возрастания интенсивности хрупкого разрушения керамики (рис. 3.1). При V = 175 ... 250 м/мин более 50 % опытов заканчивались выкрашиванием и сколом режущих кромок. Для рекомендуемого диапазона скорости резания закаленной стали установлены зависимости, количественные значения показателей степени в которых даны в табл. 3.6: т ~ (3.17) (3.18) (3.19) 3.6. Значения показателей для зависимостей (3.18) и (3.19) Показатель степени при скорости резания лгу = 1,9 ... 2,3. Из табл. 3.6 следует, что с увеличением скорости резания степень влияния подачи и глубины резания на стойкость практически не изменяется. С увеличением глубины и подачи степень их влияния на стойкость увеличивается. Это свидетельствует о том, что у керамики В-3 доминирует не тепловой износ, а хрупкое разрушение. В диапазоне и = 30 ... 175 м/мин при изменении подачи от 0,08 до 0,15 мм/об параметр шероховатости обработанной поверхности Rz = 1 ... 4 мкм при износе Лз 0,35 мм (рис. 3.2). В этих же условиях стойкость резцов с пластинами из ВК-60М была в 6-10 раз меньше.
Радиальный износ резцов измеряли с помощью фотометрического метода, точность измерения 0,001 мм. Установлено, что среднее значение размерного износа резцов из В-3 невелико (20 мкм) при стойкости резцов Т = 20 ... 30 мин (рис. 3.3). Рис. 3.2. Влияние скорости резаиия V при f = 0,5 мм (а) и подаче So при V ~ = 150 м/мин (б) на параметр шероховатости обработанной поверхности Rz 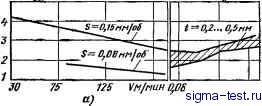 ОЛ SrihJoS В результате экспериментов установлено влияние подачи и глубины резания на составляющие силы резания; (3.20) (3.21) (3.22) Значения постоянных коэффициентов и показателей степени в зависимостях (3.20)-(3.22) даны в табл. 3.7. Скорость резания в исследованном диапазоне параметров режимов резания не оказывает заметного влияния на Ру, Р.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


