

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [ 17 ] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 2.10. Геометрические параметры режущих пластин нз керамики 2.11. Допустимые зоны выкрашивании на режущих пластинах
Пластины выпускали как для механического крепления в резцах и фрезах, так и для напайки. В настоящее время материалы керамические инструментальные производят по ГОСТ 26630-85, ТУ 2-036-942-84 и другой документации. Форма и размеры пластин из керамики должны соответствовать установленной ГОСТ 25003-81 отраслевой технической документации, разработанной предприятиями Минцветмета, Минстанкопрома. Отечественные предприятия выпускают для оснащения режущего инструмента пластины из оксидной, оксидно-карбидной и нитридной керамики. Пластины выпускают двух классов точности: и - шлифование по опорным и задним поверхностям; G - шлифование по опорным и задним поверхностям с более жесткими допусками (табл. 2.9). Предельные отклонения контролируемых параметров пластин должны соответствовать указанным в табл. 2.9. Сопряжение режущих кромок и радиуса при вершине должно быть плавным. Пластины выпускают с фасками шириной / = == 0,2 мм и углом наклона ()аски уф = = 20° по всему периметру с двух сто-\А рон (для двусторонних негативных пластин). По требованию заказчика допускается изготовление пластин с геометрическими параметрами фасок, указанными в табл. 2.10. Параметры шероховатости пластин не должны превышать: у задних опорных поверхностей Ra = 0,32 мкм; у фасок режущих кромок Ra = 0,63 мкм. На поверхностях пластин не должно быть трещин, сколов и налипаний. Выкрашивания на режущих кромках различаются в зависимости от классов исполнения по величине и расположению на Рис. 2.19. Расположение и размеры допустимых зон выкрашивания на режущих пластинах из керамики режущей кромке. В ГОСТ 25003-81 предусмотрены допустимые зоны расположения выкрашиваний (рис. 2.19). Для пластин класса G на режущих кромках на расстоянии до 3 мм от вершины не должно быть выкрашиваний глубиной более 0,05 мм и протяженностью более 0,10 мм. На остальных частях режущих кромок пластин класса G не должно быть выкрашиваний глубиной более 0,10 мм и протяженностью более 0,20 мм. На режущей кромке пластин круглой формы класса G не должно быть выкрашиваний глубиной более 0,10 мм и протяженностью более 0,2 на расстоянии не менее 4 мм. Для пластин класса U размеры зон выкрашиваний на режущих кромках не должны превышать значений, указанных в табл. 2.11. Общее число выкрашиваний на всех режущих кромках с каж-для стороны пластины должно быть не более трех, в том числе на радиусах при вершине - не более одного. Приемочный контроль пластин из керамики на заводе-изготовителе осуществляется в соответствии с ГОСТ 4872-75 и ГОСТ 18242-72. Партия должна состоять из пластин одинаковых формы, размеров и марки керамики, одновременно предъявляемых к приемке по одному документу. Установлен следующий приемочный уровень качества: критические дефекты всех классов не допускаются; малозначительные дефекты для пластин класса G - 2,5 %, пластин класса U - 4 %. К критическим дефектам относятся трещины, сколы, налипания, выкрашивания и т. п. Методы проверки и контроля линейных и угловых размеров пластин из твердого сплава и керамики сходны (см. ГОСТ 25003-81). Маркируют пластины, нанося круг диаметром не более 3 мм красного цвета (пластины из ВОК-60) или белого цвета (пластины из В-3). Пластины упаковывают в специальные пластмассовые футлярчики с индивидуальными ячейками для каждой пластины. Всего в одном футлярчике не более 10 пластин. Пластины с габаритными размерами 16x16 мм и более можно упаковывать в целлофан по ГОСТ 7730-74 или другие полимерные пленки. В групповую тару, отправляемую заказчику, завод-изготовитель вкладывает паспорт на пластины, в котором указаны: количество пластин и их масса; результаты испытаний; наименование предприятия-изготовителя; марки керамики; обозначение пластин по ГОСТ; номер партии и дата выпуска. Завод-изготовитель пластин гарантирует соответствие пластин требованиям ГОСТ 25003-81 и стойкость их в соответствии с требованиями технической документации, утвержденной в установленном порядке. Исследования термоциклической прочности (стойкости) пластин кера.мики ВОК-60, ВОК-63, В-3 и ЦМ-332 проводили при Г = 700 ... 1100 С, причем пластины выдерживали в зоне на- 2.12. Номенклатура специальных режущих пластин из керамики отечественного производства Эскиз пластины Марка керамики Эскиз пластины Марка керамики 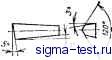 грева в течение 10 мин и затем охлаждали сжатым воздухом под давлением 405 кПа. Установлено, что пластины из ВОК-60 и ВОК-63 выдерживали ПО циклов нагрева до 700 °С и появления на их поверхности трещин, а пластины В-3 и ЦМ-332 - 55 циклов. Специально подготовленные образцы из керамики испытывали на циклическую прочность при Т = 20 ... 1000 С. Сила удара составляла 700 И при частоте нагружения 50 Гц. Испытания показали, что циклическая прочность керамики при Т < 600 С примерно в 15 раз меньше циклической прочности твердых сплавов. Наибольшую циклическую прочность показала керамика ВОК-63, наименьшую - керамика В-3. Установлена зависимость стойкости керамики от ее плотности. Опыты проводили при фрезеровании серого чугуна СЧ 20 однозубой фрезой диаметром 250 мм с механическим креплением квадратных пластин из ВОК-60. При v = 450 м/мин 5 = = 0,40 мм/зуб и = 1 мм. После 2000 м пути резания у пластин плотностью у = 4,08 г/см износ = 0,7 мм, а у пластин плотностью у = 4,22 г/см ha =-- 0,35 мм при прочих равных условиях. Учитывая потребность в специальных инструментах, отечественная промышленность осваивает производство пластин специальных форм и размеров из керамики различных марок, в частности для нарезания ручьевых канавок шкивов и др. (табл. 2.12). За рубежом выпускают режущие пластины из керамики как стандартного, так и специального исполнения.
|
|||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


