

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [ 16 ] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 2.8. Многогранные повторно затачиваемые алмазные пластины степени точности U, М и G для резцов Форма пластины, гскиз d. мм Правильная трехгранная  3,97 4,76 1,59 2,38 0.2; 0,4; 0,8; 1,2; 2,0 0,2; 0,4; 0,8; 1,2 0; 7; И; 18(20) 0; 7; И; 18 (20) Квадратная 4,76 5,56 1,59 2,38 0,2; 0,4; 0,8 0,2; 0,4; 0,8; 1.2 0; 7; И; 18 (20) 0;7; И; 18(20) Ромбическая (80°) 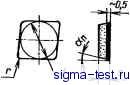 4,76 5,56 1,59 2,38 0,2; 0,4; 0,8 0,2; 0,4; 0,8; 1,2 0; 7; 11; 18 (20) 0;7; 11; 18(20) Круглая  5,56 6,35 8,00 1,59 2,38 2,38 0; 7; И; 18(20) 0; 7; И; 18(20) 0;7; 11; 18(20) 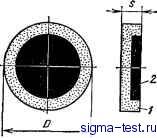 Режущие инструменты, оснащенные поликристаллическими синтетическими алмазами, так же как и инструменты из нитрида бора, изготовляют многие зарубежные фирмы, а двухслойные элементы из спеченного с;юя алмазов на твердосплавной подложке производят лишь несколько крупных фирм. Двухслойные режущие элементы в виде секторов, сегментов н круглых заготовок припаивают к корпусу инструмента припоем на основе серебра, а затем затачивают на специальных станках специальными алмазными кругами с обильным охлаждением. Рабочие поверхности инструмента окончательно доводят и полируют. Как правило, учитывая сложность повторных заточек алмазных резцов и пластин, эти операции выполняет изготовитель инструментов в ходе его эксплуатации до полного изнашивания, причем стоимость повторных заточек нередко входит в первоначальную стоимость инструмента. В целом номенклатура инструментов, оснащенных поликристаллическими алмазами, аналогична номенклатуре инструментов из СТМ на основе нитрида бора. Изготовители не ограничивают свою номенклатуру и предлагают любые инструменты по заказам, в том числе фасонные точные резцы для обработки канавок различной конфигурации. С целью увеличения прочности пайки алмазных режущих элементов фирма Де Бирс начала выпускать заготовки в виде плоских шайб (рис. 2.18) с D = 15,88мми = 1,6 или s - 3,18 мм, в которых алмазный слой окружен твердым сплавом. После разрезки получаются секторы с опорной и боковой цилиндрической стенками из твердого сплава, что увеличивает на 60-70 % площадь под пайку и число повторных заточек инструмента (практически до полного изнашивания всего алмазного слоя). Широкая номенклатура режущих инструментов из СТМ позволяет создавать комплексные технологические процессы изготовления деталей с преимущественным использованием этих высокопроизводительных и износостойких инструментов, что особенно важно в автоматизированном производстве. 2.2. Режущие инструменты с пластинами из керамики СССР в конце сороковых годов начал промышленное производство пластин из керамики монокорунд Т48 и оксидной керамики микролит ЦМ-332 для лезвийных режущих инструменгов. Рис. 2.18, Двухслойные заготовки для напайного инструмента: i твердый сплав; 2 - алмазный рабочий слой
Примечание. Линейные размеры - в мм. 2.9. Предельные отклонения основных параметров режущих пластин
|
|||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


