

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 11 [ 12 ] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 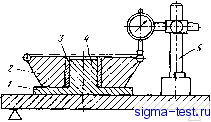  тами 4, окончательная осевая регулировка, обеспечивающая торцовое биение режущих кромок 1-5 мкм (в зависимости от диаметра фрезы), осуществляется при полностью затянутых после предварительного регулирования винтах 8 только в направлении перемещения кассет от опорного торца фрезы. Дотягивать винты 8 после окончательного регулирования не следует. Балансировка фрезы выполня- Рис. 2.12. Приспособление для настройки торцового биения ножей регулируемой фрезы вне станка: / - опорный фланец; 2 - фреза; 3 -< сменная центрирующая втулка; 4 - штифт; 5 - магнитная стойка с микрон ным индикатором ется с помощью сухарей 10, И. Затраты времени на столь точную настройку малого биения, которое обеспечивает высокопроизводительную работу с большими подачами и высоким качеством, составляют не более 1 мин в расчете на каждый зуб фрезы. При этом высокой квалификации оператора не требуется. Преимущество кассетной конструкции фрез перед другими конструкциями состоит также и в том, что один и тот же корпус вза- Рис. 2.13. Фреза торцовая насадная регулируемая кассетной конструкции с механическим креплением неперетачиваемых прецизионных пластин из композитов 01, 05, ЮД: о =- общий ВИД; 6 = конструкция (см. стр. 41) 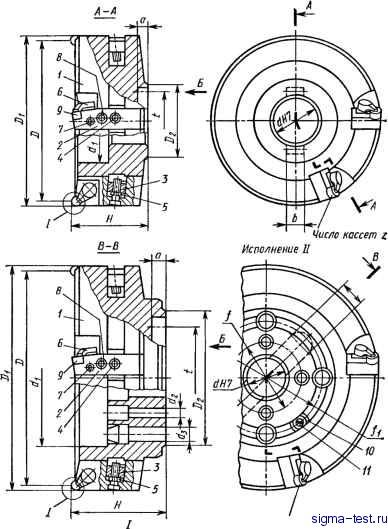 %ш кассет z Исполнение А Исполнение Б Исполнение Р 200 205 500 630 800 505 635 805 400 530 66,7 101,6 16,4+0. 18,4+ = 16,4 Я12 25,7 Я12 177,8 155 24 18 14 18 40 50 висимости от конкретной задачи может быть оснащен кассетами с пластинами не только из композита, но и из поликристаллических алмазов, твердых сплавов, керамики, что делает данную конструкцию практически универсальной. Основные размеры фрез приведены в табл. 2.4. Область применения фрез кассетной конструкции - предварительная и окончательная обработка плоских поверхностей взамен твердосплавных фрез и шлифовальных кругов на специальных станках, станках с ЧПУ, автоматических линиях, многоцелевых станках, гибких производственных модулях и системах. Глубина резания - до 6 мм. Продольная подача - до 2,5 м/мин. Параметр шероховатости обработанной поверхности = 0,4 ... 2,5 мкм. Выпускают торцовые сборные нерегулируемые фрезы диаметром 20-100 мм с механическим креплением презиционных пластин из композита. Однорядные фрезы - с пластинами из компо-42 2.4. Размеры кассетных регулируемых фрез, мм (см. рис. 2.13, б)
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


