

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Сверхтвердые режущие инструменты 1 2 3 4 5 6 7 8 9 10 [ 11 ] 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 HRQ 50-60 и зажимается сверху прихватом также из закаленной стали. Пружина служит для фиксации прихвата при замене пластины. В отдельных случаях для повышения технологичности изготовления резца боковые базы выполняют в виде съемного сепаратора, который приклеивают к корпусу. Однако цельный корпус с глухим гнездом безусловно предпочтительнее. Разработана конструкция резца с боковым расположе-i нием крепежного винта (см. 1 рис. 2.7). i Рис. 2.8. Резцовая расточная регулируемая вставка с механическим креплением пластины из композита   Рис. 2.9. Резец токарный ступенчатый для обработки прокатных валков Разработана также компактная конструкция расточного резца круглого сечения диаметром 12 мм с механическим креплением пластин из композита (рис. 2.10). Основные направления конструирования фрез из композита определяются теми технологическими задачами, которые должны эффективно решаться благодаря их применению.  Выпускают торцовые сборные фрезы диаметром 40-200 мм со вставными перетачиваемыми ножами, оснащенными поликристаллами композитов 01 или 10 (рис. 2.11), с регулируемым торцовым биением до 0,002 мм (например, в приспособлении, показанном на рис. 2.12) Для снижения шероховатости обработанной поверхности при работе с повышенными подачами радиус вершины ножей выполняют 20-50 мм. Область применения этих фрез - обработка открытых и закрытых (типа направляющих Ласточкин хвост ) поверхностей на шлифовальных и координатно-расточных станках взамен предварительного и окончательного шлифования, частично взамен шабрения. Фрезы (рис. 2.11, б) состоят из корпуса / и вставных ножей 3, закрепленных в корпусе клиньями 2 с помощью винтов 4. Пружина 5 создает постоянное силовое замыкание клина с ножом для предохранения его от выпадания из корпуса при раскреплении винтов, а также для того чтобы было Рис. 2.10. Резцовая расточная вставка круглого сечения с пластиной из композита 01 возможно плавное регулирование осевого положения ножа в отверстии с помощью регулировочного ключа 6. Существуют иные конструктивные исполнения, в равной мере обеспечивающие быструю и точную настройку минимального торцового биения. Присоединительные размеры предусмотрены в двух исполнениях - для шлифовальных и металлорежущих станков. Глубина резания - не более 0,5 мм при продольных подачах до 5 м/мнн (большой радиус при вершине ножей - необходимый конструктивный элемент, обеспечивающий возможность нормальной работы на высоких подачах). Параметр шероховатости обработанной поверхности Ra = 0,2 ... 2,0 мкм. Разработаны торцовые сборные фрезы кассетной конструкции диаметром 125-800 мм с механическим креплением высокоточных пластин круглой и квадратной формы нз композитов 05 и 10Д (рис. 2.13), с регулируемым торцовым биением режущих кромок 0,002-0,012 мм в зависимости от диаметра. Такая фреза (рис. 2.13, б) состоит из корпуса / и сменных кассет с режущими пластинами 9. Кассеты крепят в пазах корпуса винтами 8. Кассеты состоят из державки 2, прихвата 6, крепежного винта 7, сухаря-клина 3 и регулировочного винта 4 с контргайкой 5. Конструкция фрезы предусматривает осевую регулировку кассет. Предварительная осевая регулировка осуществляется вин-  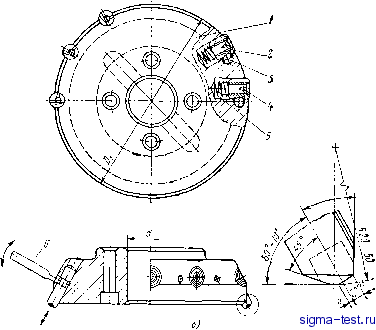 Рис. 2.11. Фреза торцовая насадная регулируемая со вставными перетачиваемыми нржами, оснащенными композитами 01 или 10: а общий вид; б - конструкция
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


