

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 [ 42 ] 43 44 Шлифовальные круги средних размеров, имеющих наружтшй диаметр до 100 мм и диаметр отверстия до 30 мм, закрепляютсй Ш шпинделе фланцами, стягиваемыми гайкой (рис. 10.5, в). Круги с диаметром отверстия более 30 мм закрепляются на шпинделе станка переходным и фланцами стягиваемыми винтами или гайкой (рис. 10.5, г). Круги кольца формы К н сегменты обычно наклеиваются на планшайбу (рис. 10.5, д). Склеивающие вещества могут быть из жидкого стекла, серы, бакелитового лака, целлулоида и др. Во всех случаях между торцами винтов, гаек и кругом, а также между фланцами и кругом устанавливаются картонные или прорезиненные прокладки толщиной 1-3 мм для более равномерного распределения давления. ПРАВКА ШЛИФОВАЛЬНЫХ КРУГОВ Шлифовальный круг должен иметь острые режущие кромки зерен и необходимую форму. ПО мере работы круг изнашивается, и эти требования нарушаются. Рабочая поверхность круга восстанавливается правкой, в результате которой удаляются затупившиеся или неправильно выступающие на поверхности зерна. Круги расходуются не столько в процессе шлифования, сколько при правке. На правку расходуется 45-80 % полезного объема круга. Затраты времени на правку составляют более 40 % штучного времени обработки, поэтому от правки круга зависит не только качество и точность обработки, но и производительность процесса. Правка шлифовальных кругов может быть безалмазная и алмазная. Для безалмазной правки применяют абразивные диски, диски из твердого сплава, стальные диски, стальные ролики для правки профильных кругов, стальные шарошки, бруски. Абразивные диски работают методом шлифования, последние четыре - методом обкатывания, а бруски - методом обтачивания. Шлифовальные круги, предназначенные для выполнения более ответственных операций (шлифование резьбы, зубчатых колес, зуборезных инструментов, протяжек и др), правятся алмазными инструментами. В настоящее время для указанных целей применяют следующие правящие алмазные инструменты: алмазно-металлические карандаши, алмазные иглы шлифованные и с естественными острыми ребрами, алмазные резцы и алмазные ролики или диски. Кроме последнего, все другие алмазные инструменты для правки кругов работают методом точения. Инструменты для безалмазной правки кругов. Абразивные диски (рис. 10.6) изготовляют из карбида кремния, из белого электрокорунда и термокорунда (минералокерамики). Из карбида кремния применяют диски для правки кругов при получистовом шлифовании, из электрокорунда и термокорунда - при чистовом шлифовании. Абразивный диск, применяемый для правки, должен быть на две-четыре степени тверже шлифовального круга и иметь меньшую зернистость на два-четыре номера. Его диаметр в 2-5 раз меньше 256 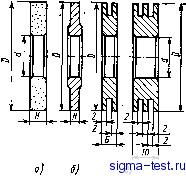 lO.e. Диски дли правки шлифовальных ругов: ft - абразивный; б - твердосплавный; в - металлический с одной н с двумя канавками диаметра шлифовального круга. Правящий Диск .получает вращение от отдельного привода или от передней бабки станка. Режим правки: окружная скорость диска 0,5- 1 м/с, скорость шлифовального круга 30-35 м/с, продольная подача 0,5- 1,5 м/мин, поперечная подача 0,02-0,05 мм на один проход, число рабочих ходов 2-4, число рабочих ходов без врезания 2-3. За одну правку снимается со шлифовального круга слой /I = (0,15-ь0,2) d, где d - средний диамегр абразивного зерна. Удаление с поверхности круга более глубокого слоя при правке не дает повышения его стойкости. Вместе с тем увеличивается расход круга и время его правки. Диски из твердого сплава ВКЗ, ВКб делают монолитными из зерен твердого сплава на металлической связке из меди или латуни (см. рис. 10.6). Диски устанавливаются на оправке и свободно вращаются, т. е. увлекаются вращением шлифовального круга, совершая осевое перемещение вдоль оси круга со скоростью 0,5-1 м/мин. Поперечная подача 0,01-0,03 мм/ход, число рабочих ходов 2-4, число ходов на выхаживание 3-4. Монолитные твердосплавные диски малогабаритны диаметром до 18 мм. Диски из зерен твердого сплава делаются крупногабаритными диаметром более 20 мм. Правят шлифовальные круги, которые обеспечивают точность шлифуемых деталей 5-7-квалитета, шероховатость Ra = 1,25-ьО,63 мкм. Стальные диски имеют различную форму. Чаще их делают в виде вилки (см. рис. 10.6), с одной или двумя канавками, диаметром 50-70 мм из стали ШХ15 или из сталей 10, 20, 30, цементируемые и закаленные до твердости HRC 56-62. Устанавливаются так же, как и твердосплавные диски, на специальной оправке и вращаются с большой скоростью, увлекаемые силами трения круга, подвергаемого правке. Стальными дисками правят круги, служащие для обдирочного шлифования или для шлифования деталей с большой шероховатостью поверхности. Режим правки: продольная подача 1-1,5 м/мин, поперечная подача 0,01-0,05 мм/ход (у кругов большей зернистости большая подача); число рабочих ходов - 2, число выхаживающих ходов 3-4. Стальные ролики применяют для правки фасонных кругов, имеющих сложный профиль, соответствующий профилю обрабатываемой детали. Это круги резьбошлифовальные, для шлифования профиля червячных фрез и т. д. На рабочей поверхности ролика делают прорези для образования кромок (рис. 10.7). Они работают методом накатывания, вращаются от индивидуального привода со скоростью 1-1,5 м/с и выполняются из быстро-  Рие. ie.7. Иаттиоя рвлик длж qjanril шлифовальных фасонных кругов режущей или из стали У10А, закаленной до твердости НЯСШ- 64. Поперечную подачу принимают 0,01-0,05 мм/мин диаметр ролика d - ъ зависимости от диаметра круга 25: d = (0,2-i-0,25) D, а его ширина равна длине профиля детали. Стальные шарошки состоят из набора чередующихся волнистых и плоских дисков или из набора только плоских дисков, у которых зубцы треугольного или прямоугольного профиля. Они насаживаются на оправку и закрепляются на ней. Ширина шарошки обычно равна длине круга. Делают такие шарошки из углеродистой инструментальной стали, закаленной до HRC&Q-62. Пришняют дая предварительной правки или оксшчательиой правки обдирочных кругов, работающих с большим съемом металла. Бруски и осколки круга из зеленого карбида кремни применяют для правки шлифовальных кругов вручную, выполняющих неответственные операции, или для удаления с их псюерхноети загрязненного засаленного слоя. Алмазные инструменты для правки шлифовальных н заточных кругов дорогие, поэтому их применяют в ограниченных случаях, для правки кругов, выполняющих весьма точные чистовые операции, когда безалмазные методы правки не отсвечивают эти требования. С целью экономил алмаза рекомендуется применять комбинированную правку кругов: сначала безалмазную, а затем алмазную. Алмазная правка как окончательная операция в данном случае обеспечивает лучший микрорельеф и остроту режущих зерен. Уменьшает нормальную силу резання по ерашению с безалмазнон правкой обкатыванием или шлифованием. Вследствие этого повышается жесткость всей системы в процессе правки, что существенно влияет на точность геометрической формы в микропрофиль поверхности шлифовального круга. Этому способствует и высокая износостойкость алмазного инструмента. Алмазная правка повышает стойкость кругов в 1,5 раза по сравнению с правкой стальными дисками и в 1,6 раза во сравнению с правкой кругом из зеленого карбида кремния. Для алмазной правки шлифовальных кругов применяют различные инструменты. Алмазные зерна природные в оправке применяют для правки профильных кругов, шлифовальных кругов высокой твердости для точных работ. Зерна алмазов закрепляют в металлической оправке эачеканкой иа медной подушие, эапдавлением медцо-цинковым припоем и механическим способом. На рнс. 10.8 показаны способы механического крепления рен алмазов в державках. Для предохранения от раскалывания опорное основание для зерна не должно быть жестким. 25в 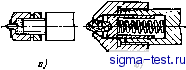 %1Ь.Ц>А Ддмкаыш для механического креп-ошия алмазов, опирающихся на смпцовую подуону <в) я подиружяниую втулку <ff) При правке державку устанавливают под углом 10-20° к оси круга в сторону его вращения, а верцшду алмаза располагают на 1,5-2 1ш ниже его центра. Предельный износ алмаза допускается 25-30 % наибольшей площади поперечного сечения зерна в плое-хостн, перпендикулярной к осн оправки. После этого зерно необходимо переставить в оправке. Режим правки: поперечная подача 0,02-0,04 мм на рабочий ход, продольная подача 0,15-0,3 мм/об, число рабочих ходов 2-4, рабочих и вспомогательных 1-2. Ллиазно-жталлические карандаши долучйли 0№нь широкое распрос1раненйе для правки шлифовальных кругов и ло своим режущим свойствам почти полностью заменяют инструменты с алмазными з)намн. Онн представляют собой изделие цилиндрической формы (рис. 10.9) диаметром 8-12 мм и длиной 45-50 мм с алмазоносной вставкой, к которым закреплена мелкозернистая алмазная крошка. Алмазоносная вставка представляет ссой специальный сплав, состоящий из вольфрама, меди и алюминия. Этот сплав имеет коэффициент теплового расширения почти такой же, как й у алмаза. Поэтому при изменепнях температуры в процессе правки алмазы почти не имеют дополнительной тепловой деформации. В этих вставках алмазы располагают по-разному: без всякой ориентации Щ), слоями (С) или цепочкой (Ц). Карандаши типа И применяют при правке мелкозернистых резьбо- и зубошдифовадь-ных кругов, а также кругов для круглого н- бесцентрового шлифования. Карандаши типа С являются более износостойкими и применяются для правки кругов, которые используются прн обдирном шлифовании в автоматическом цикле. Карандаши типа Ц в основном служат для правки кругов при круглом, внутреннем и бесцентровом шлифовании. Каждый карандаш из этих марок имеет номер. Чем больше номер, тем крупнее зернистость алмазов. Алмазно-металлические вставки запрессовываются в оправы. Размеры карандашей, вид алмазов, количество зерен в слое определяются ГОСТ 607-75. Установка карандашей и режимы правки те же, что и у инструментов 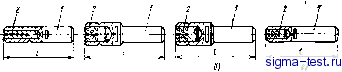 а) б) Рис. 10.9. Алмазные карандаши: а - типа Ц; б - типа С с веттерекрывающинися слоями алмазов; в - тияа С с иерекрыва. ющимися слоями алмазов; г - типа Н; / - оправка; 2 - алмазная .вставка для правки с алмазными зернами. Правящие карандаши выпускаются также из синтетических поликристаллических алмазов СВ с расположением зерен слоями и с неориентированным распол©-жением алмазов. Алмазный слой у них напрессовывается на корпус и пропитывается медью, которая одновременно припаивает его к корпусу. Алмазные иглы (рис. 10.10) служат для правки однониточных резьбошлифовальных кругов и изготовляются по ГОСТ 17564--72. Они представляют собой металлический стержень диаметром 8-10 мм и длиной 35-50 мм, с запаянным в нем алмазом, имеющим острую вершину. Алмазное зерно может быть закреплено с натуральной огранкой и с искусственным гранением режущих ребер. По мере изнашивания зерно в оправе переставляется и перешлифовывается. Долговечношъ алмазной иглы очень большая, ее хватает на правку круга для шлифования 1 тыс. метчиков. Одна игла выдерживает между двумя перестановками зерна 100 --120 правок круга. После каждой правки круг может прошлифовать резьбу у десяти метчиков. Зерно допускает 10-12 перестановок. Режим правки: поперечная подача 0,015-0,03 мм на один рабочий ход, продольная подача 0,05-0,08 мм/мин, число ходов: рабочих 2-4, вспомогательных 2-4. Правка кругов обтачиванием обеспечивает высокую точность рабочей поверхности круга, создает небольшие силы до 30-50 Н, что способствует меньшему разрушению абразивных зерен в круге и их меньшему изнашиванию при шлифовании. Алмазные ролики (рис. 10.11), так же как и металлические, служат для правки профильных шлифовальных кругов. Они выпускаются прямого и фасонного профилей. Состоят из алмазоносного слоя и корпуса из стали 45. Алмазоносный слой цементируется специальной твердосплавной связкой. Их размеры регламентированы ГОСТ 16014-74. Ролики делают диаметром до 70 мм и высотой 10-20 мм. Они приводятся во вращение от индивидуального привода, делая до 3 тыс. об/мин. Шлифовальный круг правится периодически или непрерывно на следующих режимах: поперечная подача 0,02 мм/дв. ход, продольная подача 0,3-1 мм/мин, скорость ролика 10 м/с. 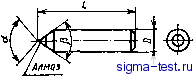 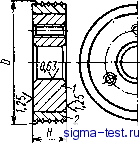 Рис. 10.10. Алмазная игла Рис. 10.11. Алмазные ролики для правки шлифовальных кругов; 1 - корпус; i г алмазный слой 2 60 s:* Алмазные ролики, имея большую длину режущей поверхности, изнашиваются в 10 раз меньше, чем алмазные карандаши. Наиболее эффективно применение алмазных роликов для правки профильных кругов, используемых в массовом производстве. Алмазные резцы служат для правки абразивных червяков, имеющих модуль от 0,15 до 8 мм. Они выпускаются сборной конструкции десяти типоразмеров. В державку впаяна алмазоносная вставка. Алмазные фасонные бруски для правки профильных абразивных кругов разработаны ВНИИалмазом. Брусок выполнен в виде прямоугольной призмы. Он состоит из корпуса с элементами крепления на станке и рабочей части, в которой алмазные зерна закреплены металлической связкой. Бруски имеют длину 20-100 мм, высоту 10-150 мм, ширину до 80 мм. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С АБРАЗИВНЫМИ ИНСТРУМЕНТАМИ Работа с абразивными инструментами представляет повышенную опасность вследствие высоких скоростей резания, возможности разрыва круга, образования абразивной пыли и наличия аэрозолей СОЖ. Оператор, работающий на шлифовальных и заточных станках абразивными инструментами, должен хорошо знать и соблюдать правила техники безопасности, предусмотренные ГОСТ 12.3.028-82. Несоблюдение требований ГОСТа может привести к несчастным случаям. Перед началом работы каждый круг до установки на станок должен быть проверен на отсутствие трещин, выбоин и других дефектов. Круг без трещин, подвешенный на деревянный или металлический стержень, при легком простукивании по торцу деревянным молоточком должен издавать чистый звук. Круг с дребезжащим звуком бракуется. Перед установкой на шлифовальный или заточный станок круг должен быть испытан на прочность на специальных станках со скоростью в 1,3- 1,5 раза больше рабочей скорости в течение 3-5 мин в зависимости от диаметра круга. При установке на станок круг должен закрепляться фланцами или винтами по ГОСТ 2270-78. Между фланцами и торцом круга должны быть с обеих сторон прокладки толщиной 0,5-1 мм, изготовленные нз эластичного материала: плотной бумаги, картона или резины. Перед затяжкой фланцев круг должен быть выверен иа концентричность н перпендикулярность одной нз его сторон к осн шпинделя. Затяжку гаек и винтов надо производить попарно на диаметрально противоположных сторонах фланцев. После закрепления во фланцах круг необходимо балансировать. По ГОСТ 3060-75 статическая балансировка производится на специальных станках, простых по своей конструкции. Они имеют два параллельных стальных, закаленных, чнсто и точно прошлифованных валика, посередине которых устанавливается круг на оправке. Во фланцах имеются балансировочные грузики, которые перемещаются в кольцевом пазу в нужное положение до тех пор, пока круг с оправкой не будет равновесно стоять на валиках устойчиво в любом положении. После балансировки круги не рекомендуется освобождать от фланцев допол-ного их изнашивания, подвергая периодически правке. Современные заточные и шлифовальные станки имеют надежные защитные устройства для круга. Следует внимательно осмотреть защитный кожух круга, проверить правильность его установки, надежность крепления. Если в кожухе имеются передвижные козырьки, они должны плавно перемещаться и быть прочно закреплены перед работой. Зазор между периферией круга и передней кромкой предохранительного козырька или кожуха должен быть не более 6 мм. Форму и толщину стенок защитных кожухов для шлифовальных кругов в зависимости от их размера н рабочей скорости принимают по ГОСТ 12.3.028-82.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


