

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 [ 40 ] 41 42 43 44 зуборезных головок резцом методом винтового движения Образующих является геометрически точным и технологически несложным процессом. При переточке профиль резцов сохраняется постоянным. Но этого невозможно достигнуть при шлифовании коническим кругом винтовой поверхности в технологическом корпусе. При любой установке оси круга линия контакта поверхности круга с архимедовой винтовой поверхностью будет пространственной кривой. В результате ее винтового движения образуется нелинейчатая винтовая поверхность. Режущие кромки и профиль зубьев в осевом сечении получа.ются криволинейными. От этого возникает погрешность. Во многих случаях она допустима. Для устранения ой погрешности при изготовлении головок более высокой точности их необходимо шлифовать кругом, имеющим расчетный профиль. Это положение справедливо и для зуборезных головок с затылованными резцами. При винтовом способе формообразования боковых поверхностей резцов незатылованных зуборезных головок можно получить эвольвентную винтовую поверхность и шлифовать ее торцовой плоскостью круга. Для этого в технологическом корпусе необходимо прямолинейные режущие кромки резцов расположить по касательной к основному цилиндру винтовой поверхности. В этом случае погрешности профилирования резцов головки полностью исключаются. Черновое нарезание зубьев конических колес является трудоемкой операцией. На этой операции занято в 2-3 раза больше станков, чем на чистовой. Для повышения производительности труда в этом случае целесообразно применять двухрядные зуборезные головки, которые одновременно удаляют металл из двух впадин методом врезания (см. рис. 9.28). Каждый ряд резцов удаляет из впадины половину объема металла. Профилирующим является наружный ряд / резцов. Номинальный н образующий диаметры и профильные углы резцов наружного ряда определяются так же, как и у обычных головок, с учетом припуска на чистовую обработку. Внутренний ряд резцов выполняет предварительную работу резания, удаляя примерно половину глубины впадины. Чтобы исключить срезание сложного П-образного слоя, в каждом ряду нечетные резцы /, 3, 5 заужены, а четные резцы 2, 4, 6 немного завышены. Деление заготовки производится на один шаг. Прн нарезании зубьев таким способом машинное время сокращается в 2 раза. Черновое нарезание зубьев конических колес методом врезания можно производить двухрядными,зуборезными головками при двойном делении заготовки, т. е. при повороте ее на два шага. В этом случае резцы 1, 2 в обоих рядах будут иметь одинаковую высоту (рис. 9.29), и номинальный диаметр головки Do определяется посередине зуба, который находится между прорезаемыми впадинами колеса. Двухрядные зуборезные головки имеют стержневые остроконечные резцы, которые делаются из быстрорежущей стали или могут быть оснащены твердым сплавом. Необходимый передний угол достигается установкой резцов в корпусе фрезы под углом ю, равным углу у для вершинных режущих кромок (см. рис. 9.28). АБРАЗИВНЫЕ ИНСТРУМЕНТЫ РАЗНОВИДНОСТИ И НАЗНАЧЕНИЕ Абразивные и алмазные инструменты широко применяют в машиностроении и приборостроении для шлифования, притирки, полирования деталей, а также для шлифования, заточки и доводки режущих и других инструментов с целью достижения высокой производительности, точности и низкой шероховатости обработки. В настоящее время парк станков, применяемых для абразивной и алмазной обработки, составляет 20 % общего числа металлорежущего оборудования. В подшипниковой промышленности удельный вес таких станков достигает 60 %. Потребность в шлифовальных, заточных и доводочных инструментах очень велика. Абразивным инструментом называется тело определенной геометрической формы, состоящее (или содержащее рабочий слой) из абразивных зерен, скрепленных между собой связкой. К абразивным инструментам относятся шлифовальные круги, шлифовальные головки, бруски, сегменты, абразивные ленты. Кроме того, при обработке деталей машин и приборов находят достаточное применение абразивные материалы, зерна которых не закреплены жестко между собой. Это абразивные пасты, которые могут быть жидкие, мазеобразные, твердые, а также гидроабразивные .суспензии. Из всех перечисленных абразивных инструментов наибольшее распространение имеют шлифовальные круги. Они представляют собой тела вращения, имеющие различные размеры и профили в осевом сечении, которых по ГОСТ 2424-75 насчитывают 17 видов. На рис. 10.1 показаны основные виды шлифовальных кругов. В зависимости от формы и назначения они бывают плоские прямого профиля (ПП), плоские с цилиндрическими и коническими выточками (ПВ, ПВД, ПВК, ПВКД), плоские с двух- и односторонним коническим профилем (2П, ЗП, 4П), диски (Д), кольца (1К, 2К), чашки цилиндрические (ЧЦ) и конические (ЧК), тарели с различным углом профиля (IT, 2Т, ЗТ) и круги специального назначения, например (С) - для шлифования калибровых скоб, (И) - для заточки иголок, (Ко) - для заточки ножей косилок и т. д. Круги ПП и ПВ применяют для круглого наружного, внутреннего бесцентрового и плоского шлифования. Цилиндрические выточки с одной или с двух сторон делают тогда, когда зажимные фланцы могут помешать подводить круг к зоне шлифования. Конические выточки у плоских кругов ПВК и ПВКД служат для уменьшения площади контакта боковой поверхности круга с заготовкой при шлифовании буртиков, что уменьшает тепловыделение и улучшает качество шлифуемой поверхности. Плоские круги с коничес- 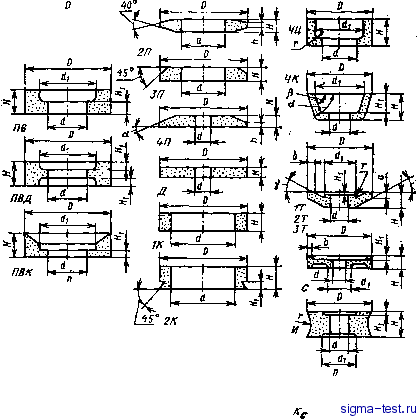 Рис. le.l. Фоа1ы шлифовальных круга КИМ профилем применяют в тех случаях, когда в зоне шлифования ограничено пространство. Их используют в основном для заточки таких многолезвийных инструментов, как фреета, н лы и т. д. Диски (Д) делаются тонкими 0,5-5 мм, диаметром 80-500 мм. Служат для разрезки,-прорезания канавок и для шлифования глубоких пазов. Круги кольца (1К и 2К) применяют для плоского шлифования. К планшайбе шлифовального станка их крепят немен-тируюш,йм веществом. Форма 2К предназначена для более вадеж ного крепления. Круги ЧЦ и ЧК используют для заточки инструментов и для плоского шлифования. Кроме того, ЧЦ с толстыми стенками применяют для внутреннего шлифования цилиндрических поверхностей с буртиком или же для глухих отверстий. Они кренятся планшайбами. Тарелки применяют для заточки режущих инструментов, т. е. тогда когда свободное пространство в зоне шлифования резко ограничено. Форма П - для заточки передней поверхности зубьев фрез. 2Т - для заточки червячных фрез; более узкие ЗТ - для шлифо-  ГВО
Рис 10.2. Основные разновидности шлифбпльных галовок Рис. Шлифовальные сегменты
 вания долбяков и цилиндрических зубчатых колес; 4Т - круги тарелки, применяемые для заточки инструментов. Специальные круги (С, И, Кс, Щ имеют наименование в соответствии с родом работы или формой обрабатываемой детали. С - круги для шлифования калибровых скоб, И - для заточки иголок. Ко - для заточки ножей косилок, М - для разрезания минералов. Шлифовальные круги малых размеров называют головками. По ГОСТ 2447-76 онн имеют семь разновидностей. На рис. 10.2 показаны основные разновидности шлифовальных головок. Их применяют для внутреннего шлифования, а также для обработки фасонных поверхностей и снятия заусенцев. Закрепляют головку на шпинделе станка с помощью резьбовой шпильки. На другом конце она имеет насечку, которая входит в глухое отверстие головки и фиксируется клеящим веществом. Шлифовальные круги больших размеров делают сборной конструкции, состоящие из нескольких сегментов. Сегменты зажимают в гнездах патрона, который крепится на шпинделе станка. После закрепления сегменты образуют прерывистую плоскую кольцевую поверхность. По ГОСТ 2464-82 шлифовальные сегменты делают различной формы: плоские, выпукло-вогнутые, вогнуто-выпуклые, выпукло-плоские, плосковыпуклые, трапециевидные (рис. 10.3) специальной формы. Сегменты выпускаются длиной 50-394 мм, шириной 45-380 мм и толщиной 16-240 мм. По длине их профиль постоянный. Различная форма и размеры сегментов обусловлены назначением и сущестаующими конструкциями корпусов для их крепления. На рис. 10.4 показана конструкция круга с плоскими вставными сегментами. Рабочей поверхностью является торцовая. Сегментные круги в основном при)йеняют для плоского торцового шлифования деталей больших размеров. Такие круги имеют ряд существенных преимуществ по сравнению с цельными кругами. У них экономнее и полнее используется материал круга. Простая форма сегментов позволяет делать их более качественными; они имеют надежное и  Рис. 10.4. Прерывистые абразивные круги а - с выточками; б - с прорезями; в - с насечками; г - с отверстиями жесткое крепление в корпусе, обеспечивают быструю замену в случае поломки одного из них. Прерывистость режущей поверхности создает благоприятные условия для подвода СОЖ и отвода отходов шлифования. Снижается температура в зоне резания. Все это повышает режущие свойства круга, улучшает качество шлифуемой поверхности. В последние годы появились плоские и кольцевые шлифовальные круги с прерывистой рабочей поверхностью (рис. 10.4). Брусками называют абразивный инструмент, имеющий по длине одинаковый профиль. По ГОСТ 2456-82 их изготовляют квадратными, плоскими, трехгранными, круглыми, полукруглыми диаметром 2-90 мм и длиной до 200 мм. Их применяют для ручных слесарных работ, а также для хонинговальных и суперфинишных головок. Ленты и шкурки - абразивный инструмент, представляющий собой тонкую гибкую основу с закрепленным на ней слоем абразивного зерна. В качестве основы используется металлическая лента, тканевая или бумажное полотно. Закрепление абразивных зерен производится мездровым клеем, техническим казеином, лаком ЯН-153 или синтетическим лаком ПФШ-4. На ленты и шкурки наносится один слой абразивного материала, который в состоянии удерживаться на поверхности клеящим веществом. Шлифование лентами производится на специальных станках, а шкурками - вручную и на станках. Достоинством абразивных инструментов является то, что они обеспечивают высокую точность обработки, низкую шероховатость поверхности, позволяют обрабатывать твердые материалы, а также металлы в закаленном состоянии. Однако они имеют и существенные недостатки. При шлифовании возникают растягивающие напряжения в поверхностном слое, что отрицательно сказывается на эксплуатационных свойствах контактных поверхностей деталей машин и приборов. Они создают прижоги и шаржирование обработанной поверхности абразивными отходами. Абразивные зерна имеют разную, неопределенную и совсем нерациональную геометрию. На поверхности инструмента они не ориентированы и расположены неравномерно. Все это создает более высокие напряжения процесса резания при шлифовании и, как следствие, ведет к повышению силового воздействия и контактной температуры в зоне резания. Алмазные круги по ГОСТ 16167-80 выпускают 16 типов. Их!-формы и обозначения те же, что и абразивных кругов, только впереди ставятся буквы А для природных алмазов и АС - для синтетических алмазов, указывающие на класс алмазных кругов, например, АПП, АЧК, АСПП, АСЧК и т. д. 24 , Из алмазов изготовляют также и другие абразивные инструменты: алмазные головки, отрезные круги и пилы, бруски и надфили, ленты и эластичные диски. Их применяют для шлифования, хонингования, суперфиниширования, притирки, полирования твердых сплавов, сталей и чугунов, полупроводников, цветных металлов и сплавов, хрупких неметаллических материалов, а также для заточки и дог водки твердосплавных инструментов. Круги выпускаются на органических металлических и керамических связках с концентрацией алмазов 50, 100 и 150 %, которые заключены в алмазоносном слое толщиной 1-5 мм. Алмазоносный слой состоит из алмазных зерен или порошков, связки и наполнителя. При заточке и доводке инструментов из твердых сплавов эффективность алмазных кругов во много раз выше по сравнению с кругами из зеленого карбида кремния. Они обеспечивают высокую производительность и точность обработки. Алмазные круги отличаются высокими режущими свойствами, резко снижают силы и температуру резания. Вследствие этого уменьшаются или исключаются прижоги и образование сетки микротрещин. Круги из эльбора выпускают той же формы, что и алмазные круги. Кроме того, делаются суперфинишные бруски и полировальная шкурка. Типы кругов обозначаются так же, как и алмазных, но вместо буквы А для эльборовых кругов ставится буква Л. Их изготовляют также на металлической, керамической и органической связках со 100 %-ной концентрацией в рабочем слое, который в основном имеет ту же толщину, что и алмазоносный слой в алмазных кругах. По заказу предприятий эльборовые круги выпускаются с другой концентрацией эльбора от 25 до 150 %. Из эльбора делаются также шлифпорошки и микропорошки указанной ранее зернистости. Инструменты из эльбора дают наиболее высокую эффективность при чистовом и окончательном шлифовании деталей из высоколегированных закаленных сталей и заточке инструментов из быстрорежущих сталей. Объясняется это тем, что эльбор химически инертен к железоуглеродистым соединениям, не вступает с ними в химическое взаимодействие и имеет более высокую теплоемкость, чем алмаз. Инструменты из эльбора имеют более высокие режущие свойства для указанных обрабатываемых материалов, чем алмазные инструменты. Они характеризуются низким удельным расходом, в 2-4 раза меньше алмазных и в 50 раз меньше абразивных кругов; высокой стойкостью рабочего профиля, что обеспечивает высокую точность обработки; меньшим тепловыделением в зоне резания, что повышает качество обработанной поверхности; малым засаливанием, а в ряде случаев отсутствием его, вследствие чего требуется более редкая правка кругов. Круги и шлифовальные головки выпускаются из кубанйта. Форма, размеры, связки, и концентрация кругов те же, что и эльборовых. При обозначении вместо буквы Л для эльборовых кругов ставится буква К для кубанитовых кругов. Режущие свойства
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


