

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 [ 22 ] 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 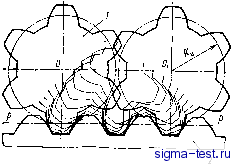 Рис. 7.1. Последовательные положения зубьев колеса при качении, по рейке И рейки являются взаимоо-гибаемыми кривыми. Поэтому, если рейке сообщить обкаточное движение относительно неподвижного колеса, то огибающая к ряду последовательных положений профиля зубьев рейки будет Являться искомым профилем зубьев колеса. Обычно профиль зубьев колеса задан. По нему надо найти необходимый профиль зубьев инструмента, режущие кромки которого смогли бы правильно нарезать данное зубчатое колесо. В этом и состоит задача профилирования режущего инструмента. В рассмотренном случае вместо рейки необходимо принять зуборезную гребенку или другой инструмент реечного типа - червячную фрезу. Обработка деталей методом огибания при обкаточном движении центроид возможна, если будут выполнены основные положения теории сопряженных профилей. 1. В точке контакта сопряженные профили должны иметь общую касательную и общую нормаль. 2. Нормаль, проведенная в точку касания сопряженных профилей, должна проходить через полюс зацепления (профилирования), который лежит в точке касания центроид детали и инструмента. В системе, связанной с профилем детали, совокупность полюсов зацепления (профилирования) в различные моменты времени образует начальную окружность. Поэтому условие обработки методом огибания будет выполнимо, если нормали к профилю детали во всех его точках пересекают начальную окружность. На рис. 7.2 показан прямолинейный профиль детали ас. Если за начальную окружность принять центроиду /, то участок прямой bo не может быть обработан методом огибания, так как нормали к профилю детали на этом отрезке не пересекают и не касаются начальной окружности /. Чтобы отрезок прямой be был тоже обработан методом огибания, необходимо, чтобы центроида 2 была начальной окружностью детали. 3. Линии, проведенные через все точки профиля обрабатываемой детали, параллельно центроидам (начальной окружности или начальной прямой) инструмента, должны пересекать линию профилирования, которая является совокупностью точек контакта режущей кромки инструмента с обрабатываемой поверхностью детали или сопряженных профилей. Из рис. 7.3 видно, что точка fli инструмента будет правильно профилировать точку bi детали в точке ct линии профилирования. Аналогично точка а, рейки будет обрабатывать методом огибания точку Ь валика, когда они в результате обкаточного движения совпадут в точке Cg линии профилирования. 136 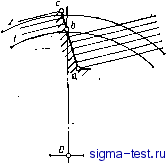 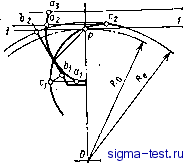 Рис. 7.2. Ограничении метода огибания Рис. 7.3. Сопряженные точки при методе огибания: bib, - профиль детали; а,аз - профиль инструмента; сс, - линия профилирования; начальная прямая зуборезной рейки Участок режущей кромки инструмента. ааЯз может обрабатывать деталь методом огибания, так как все линии, параллельные начальной прямой /-/, не пересекают и не касаются линии профилирования. На профиле детали ниже точки bi будет образована переходная кривая. Ограничения рассматриваемого метода могут быть вызваны заострением зубьев инструмента и зависят от радиуса начальной окружности детали. Рассмотрим методику проектирования червячных фрез для обработки изделий с прямолинейным профилем. Червячные фрезы являются наиболее распространенными для обработки подобных изделий. Червячными они называются потому, что в основе их лежит исходный червяк. Червячные фрезы изготовляют из инструментальной стали, в них профрезеровывают стружечные канавки и затыловывают зубья. После этого термически обрабатывают и шлифуют необходимые поверхности. Червячную фрезу можно рассматривать как состоящую из нескольких реек, равномерно расположенных по окружности, и каждая из них смещена в осевом направлении на Pjz, где - осевой шаг между зубьями фрезы, г - число зубьев (канавок) фрезы. В результате этого режущие кромки зубьев фрезы будут лежать на винтовой поверхности. В процессе обработки начальная прямая рейки фрезы катится без скольжения по начальной окружности изделия. Метод обработки червячными фрезами является высокопроизводительным и сравнительно точным, так как до полного изготовления детали на данной операции процесс является непрерывным. Обработка деталей производится на шлицефрезерных станках. Червячная фреза устанавливается в общем случае так, что ее ось скрещивается с осью обрабатываемого валика, а направление витков совпадает со шлицами валика. Инструменту и изделию сообщается 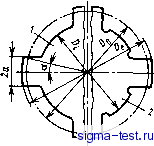 Рис. 7.4. Профиль шлицевого валика кинематически согласованное вращение относительно своих осей. За один оборот фрезы валик повернется на один окружной шаг. При вращении червячная фреза выполняет две функции: функцию главного движения резания и функцию обкаточного движения, при котором начальная прямая рейки фрезы катится без скольжения по начальной окружности обрабатываемого валика. В этом обкаточном движении производится формообразование профиля изделия. Кроме того, для обработки валика по всей длине совершается движение подачи вдоль его оси, равное 0,5-1 мм на один оборот изделия. Пусть изделие задано в виде шлицевого валика (рис. 7.4). На рисунке условно показано два вида шлицевых валиков. Валик / центрируется со втулкой шестерни по наружному диаметру. В этом случае шлицевое отверстие втулки окончательно обрабатывается протягиванием. Наружный диаметр валика шлифуется. Валик 2 центрируется со втулкой по внутреннему диаметру. Валик и втулка шлифуются по внутренним диаметрам. Для выхода шлифовального круга у валика сделаны канавки. Такое центрирование соединений делается для легкой и средненагруженной серии. Для тяжелонагру-женных шлицевых соединений центрирование производится по боковым сторонам шлицев. ТЕОРИЯ ПРОФИЛИРОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ Определение линий режущих кромок, а также характеристик профиля зубьев является одной из главных задач теории проектирования червячных фрез. Для проектирования червячных фрез в основном применяется аналитический метод, который имеет несколько способов. Здесь рассматриваются два способа профилирования шлицевых червячных фрез: способ огибающих кривых и поверхностей; способ общих нормалей к сопряженным профилям с использованием линии профилирования (зацепления). Уравнения режущих кромок. На рис. 7.5 приведена схема определения режущих кромок (профиля) зубьев червячной фрезы способом огибающих кривых. Ось ОХ совпадает с начальной прямой зейки инструмента. В начальный момент ось Fj совпадает с осью У. 1ри качении начальной окружности валика по начальной прямой рейки он повернется на угол ф и переместится по начальной прямой на расстояние 7?оФ- Для определения профиля зубьев фрезы способом огибающих необходимо решить следующие задачи. 138 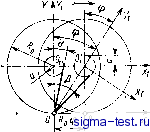 Рис. 7.5. К определению профиля зубьев фрезы: XOY, Х,0,У, - соответственно неподвижная и подвижная-системы координат 1. Записать уравнение профиля изделия в системе XiOjFi, затем уравнение переносится к неподвижную систему XOY, связанную с инструментом. 2. Найти уравнения семейства последовательных положений профиля изделия в системе XOY прн качении его начальной окружности по начальной прямой рейки, связанной с инструментом. 3. Найти частные производные от уравнений семейства по угловому параметру ф или р и приравнять их нулю. 4. Определить уравнения режущих кромок зубьев червячной фрезы в результате совместного решения уравнений, полученных в п. 2 и 3, т. е. найти уравнения огибающей кривой в системе координат XOY. v л v Уравнение боковой стороны шлица в системе координат AiUiYi (см. рис. 7.5) . d /7 П г/1 = ATi ctg а -/?о- (-Ч Уравнение семейства последовательных положений профиля изделия прн качении начальной окружности валика по начальной прямой рейки в системе XOY следующее: (7.2) y = ctgP + /? [1 -Sf- - (P-a)ctgP Частотная производная от уравнения (7.2) по угловому параметру р будет определяться выражением дР 5р sin а cos Р I Р stnp + l-tgp)=0. (7.3) Решая совместно уравнения (7.2) и (7.3), получим уравнения огибающей кривой, т. е. режущей кромки зубьев рейки: х = Ro [ф - а) - (sin р - sin а) cos р 1; y = Ro [(sin р - sin а) sin р ], (7.4) где р - угловой параметр. Из рис. 7.5 видно, что Р = ф + а; здесь ф - угол поворота координатных осей (валика) при качении начальной окружности изделия по начальной прямой рейки. Проще и нагляднее эту задачу решить аналитически, используя свойства общих нормалей к сопряженным профилям и линию профилирования для нахождения координат точек режущей кромки и профиля зубьев фрезы (рис. 7.6). Параметры шлицевого валика показаны на рис. 7.4. Вначале найдем уравнение линии профилирования (зацепления). Линия зацепления, в данном случае линия профилирования, есть геометрическое место точек касания сопряженных профилей Рис. 7.6. Определение ляяян профилирова-1 яии (кривая /) я профиля зубьев реякя езы (кривая 2) В нх относительном движении. Из основной теоремы зубчатых зацеплений известно, что нормаль к сопряженным профилям в любой точке их касания должна проходить через полюс зацепления, а линия зацепления проходит через эту же точку касания сопряженных профилей. Пусть при данном положении шлица касание режущей кромки фрезы с его стороной происходит в точке С. Эта точка по условию . принадлежит и линии профилирования. Координаты точки С: х = PC cos Р; г/ PC sin Р; PC =а = Ре sin р; Ре = ОР - 0= Ro - Ое; Ое = a/sin р. Подставив, получим PC = Ro sin р - а; X = (Ro sin р - а) cos р; (7.5) у = (Ro sinp -а) sin р. 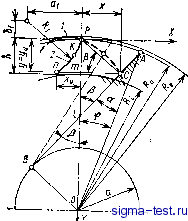 Так как а шутся так: Ro sin а, то G учетом этого уравнения (7.5) запи- X = Ro (sin р - sin а) cos Р; У = Ro (sin р - sin а) sin p. (7.6) Уравнения (7.5) или (7.6) определяют координаты любой точки линии профилирования, т. е. это есть уравнение линии профилирования /. Используя их, определим уравнения режущих кромок зубьев фрезы 2. Повернем шлицевой валик на угол ф против часовой стрелки. Тогда точка А совместится с точкой Р. Точка А переместится по дуге окружности на величину РА = 7?оФ- При качении без скольжения начальной прямой рейки по начальной окружности шлицевого валика вся рейка переместится влево на отрезок, равный длине Ауги РА, т. е. на /?оФ- Поэтому и .точка С режущей кромки зубьев фрезы переместится вдоль оси X на го же расстояние /?оФ и займет положение точки п, т. е. Сп ~ АР = /?оФ- Точка п лежит на режущей кромке зуба фрезы. Координаты точки п будут хн у. х = пт ~ Сп - Ст., где С = НоЩ Cm = X = (Ro sin Р - а) cos р. Подставив, получим X = /?оФ - (Ro sin Р - а) COS p. Так как Ф = Р - а, то = (Р - а) - (Ro sin р - а) cos р. (7.7) Ордината точки п равна ординате у точки С, так как при перемещении рейки вдоль оси X высотные размеры профиля не изменяются. Поэтому у = (Ro sin р - а) sin р, (7.8) или, подставив значение а ~ Ro sin а, получим Хп = Rb ЦР - а) - (sin р - sin а) cos р 1; (7.9) Уа == 0 (sin р - sin а) sin р. Как и следовало ожидать, уравнения режущих кромок (7.9) получились такими же, что и уравнения (7.4), полученные методом огибающих кривых. Уравнения (7.9) с тремя неизвестными х, у и р. Чтобы их решить, вначале задаются несколькими значениями у. Пусть у равно 0; 0,25/го; 0,5%; 0,75/io; hg. Подставляя эти значения у во второе уравнение (7.9), находим ряд значений угла р. Затем из первого уравнения (7.9) определим ряд соответствующих значений x ; здесь ho - высота профиля зубьев фрезы, ho = Ro - Rt- Полученные точки соединяют плавной кривой Рп, которая характеризует линию режущих кромок зубьев фрезы. Кривая получается сложной, по ней профиль трудно изготовить. Чтобы профиль сделать более технологичным, теоретическую кривую заменяют дугой или дугами окружности. Погрешность от такой замены Д/ не должна превышать 2/3 допуска на прямолинейность профиля детали. Обычно червячные фрезы для обработки шлицевых валиков и других изделий фасонного профиля проектируются с у = 0. В этом случае линии режущих кромок можно отождествить с профилем зубьев фрезы в нормальном сечении. Поэтому для таких фрез в дальнейшем будем пользоваться термином профиль зубьев. Замена теоретического профиля дуговой окружности. На рис. 7.6 Ci, bi - координаты центра радиуса Hi?] - радиус окружности, заменяющий расчетную кривую профиля. Из аналитической геометрии известно, что если центр окружности не совпадает с началом координат, то радиус окружности определяется (x-aif + (y-bifkf. Окружность опредепяется тремя точками. Поэтому на теоретической кривой профиля зубьев рейки берем три точки: две крайних Р (х р, ур) и п (хп, Ут) и одну посередине К {х к, У к)-Тогда окружность, проходящая через эти три точки, запишется системой уравнений (х р - aif + (у р - bxf = ix.K-aif-{-(.y.K-bif==R\; {x-aif + (y -byf = Rl (7.10) Здесь три неизвестных! и Ri. Если точка Р профиля лежит в начале координат, то х р = О и == 0. Следовательно,
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


