

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 [ 19 ] 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44  а) S! Рис. 6.10. Направление канавок метчика своему значению получается меньше,- чем на режущей части. Например, для нарезания той же резьбы для D = 50 мм Vi = 10°, уа - = 1,5°; для D = 6 мм Yj = 10°, Yj = 4°. Такое изменение переднего угла является правильным и соответствует требованиям процесса резания. Отсюда следует, что кававки, образукмцие плоскую переднюю порхность метчика, обеспечивают более оптимальные значения переднего угла и являются предпочтительными при проектировании метчиков. Машинные метчики с винтовыми канавками по ГОСТ 17933-72 рекомендуется делать с радиусной передней поверхностью диаметром 3-16 мм и с прямолинейной передней поверхностью диаметром 18-30 мм. Там же приведены размеры канавок для этих метчиков. Углы Tj и е (см. рис. 6.4) являются внешним и внутренним углами задней нерабочей кромки. Канавки должны быть сделаны так, чтобы прн вьшинчивании метчика задняя кромка не срезала и не портила образованную резьбу, и чтобы не защемлялась стружка в углу т. Этому условию отвечают канавки, образующие угол ц = 80-85° и е = 10095°. Метчики изготовляют с прямыми и винтовыми канавками. Метчики универсального назначения имеют обычно прямые канавки (рис. 6.10, а). Для лучшего удаления стружки при нарезании резьбы в сквозных отверстиях прямые канавки расширяются к началу режущей части за счет скосов режущих перьев (рис. 6.10, б). В этом случае стружка направляется для выхода вперед, т. е. в отверстие. Если же условия работы метчиков заранее известны, то лучше метчики делать с винтовыми канавками. Угол наклона канавок © = = 10ч-15°. Для легких сплавов и вязких материалов ш = 2530°. Метчики с винтовыми канавками хорошо зарекомендовали себя в работе. Они лучше отводят стружку и имеют более плавное и устойчивое направление. Если резьба праворежущая, то для сквозных отверстий канавки имеют левоза ход ное иаправление{рис. 6.10, в). При нарезании резьбы в глухих отверстиях канавки делают право-заходными (рис. 6.10, г). В этом случае стружка будет удалятья в направлении хвостовика. Канавки по глубине должны быть такими, чтобы не ослаблять сердцевину метчика. По условиям прочности диаметр сердцевины (см. рис. 6.4) метчика 4 = (0,38-0,4) D для 2 = 3; = (0,42 ч-0,45) D для 2 = 4; 4 = (0,52-0,55) D, если z = 6. Для увеличения объема канавок и создания условий для более свободного размещения стружки диаметр сердцевины уменьшается к началу pie-118 жущеи части на (0,1 -0,2) d, т. е. в начале режущей части диаметр сердцевины dc = (0,8-0,9) d. Углы резания у метчиков имеют весьма важное значение, так как они работают в трудных условиях образования внутренней резьбы. На режущей части передний угол у должен быть положительным. По ГОСТ 3266-81 рекомендуется для чугуна, твердой стали, хрупкой латуни и бронзы у = 0-ь5°; для стали средней твердости и латуни у = 8-10°; для вязкой стали и шт у = 12-15°; для алюминия и других вязких цветных металлов у =. 16-25°. Главн! крюмки на режущей части являются вершинными и срезают основную часть металла, боковые режущие кромки на каждом зубе вспомогательными. Поэтому задний угол а должен быть оптимальным прежде всего на вершинных кромках. Рекомендуется а = 612°. Меньшие значения принимают для ручных метчиков и при нарезании резьбы в легких сплавах. Задний угол получают затылованием задней поверхности по архимедовой кривой. - Величина затылования по вершинам зубьев где - внутренний диаметр резъбы метчика; z - число перьев . или канавок метчика. У метчиков, не шлифуемых по профилю, задние углы не создают на боковых режущих кромках, так как они являются вспомогательными. Для нарезания более точной и качественной резьбы применяют шлифованные метчики. Шлифованные метчики на режущей части затылуются по всему профилю зубьев. Вследствие этого повышаются также и режущие свойства инструмента. Условия резания, а также снижение сил трения требуют создания небольших задних углов и на калибрующей части. Однако вывинчивающие метчики после нарезания резьбы, особенно ручные нешлифованные, не затылуются на калибрующей части. Иначе при вывинчивании может защемляться мелкая стружка, что приводит к порче, срыву резьбы и даже к поломке метчика. Шлифованные метчики затылуются по всему профилю и на калибрующей части. Это необходимо для того, чтобы исключить налипание металла на боковые поверхности резьбы метчика, особенно при обработке вязких металлов. Величина затылования принимается небольшой от 0,01 до 0,1 мм для метчиков диаметром D = 4-52 мм во избежание защемления стружки при обратном вращении. Для более длительного сохранения диаметра после нескольких переточек затылование на калибрующей части целесосй-разно производить не от режущих кромок, а отступив от них на 1/3 ширины пера. Хвостовик Метчика цилиндрический с квадратом на конце для зажима и передачи крутящего момента. Диаметр хвостовика dj на 0,25-1,5 мм меньше внутреннего диаметра резьбы метчика. У мелких метчиков диаметр хвостовика больше или равен наружному диаметру метчика. Длина хвостовика зависит от диаметра и 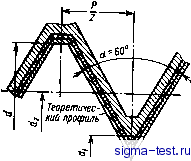 Рис. 6.11. Допуски на резьбу метчика назначения метчика. Машинные метчики вывертываются после нарезания резьбы, поэтому у них хвостовик короткий. Гаечные метчики не вывертываются; несколько нарезанных гаек нанизываются на хвостовик, а затем он вынимается из патрона, поэтому у таких метчиков хвостовики делают длинными. Гаечные метчики, рабо-. тающие на специальных гайкона- резных автоматах, имеют изогнутый хвостовик, по которому нарезанные гайки непрерывным потоком сходят в лоток. Степень точности и допуски на резьбу метчиков. Метчики изготовляют четырех степеней точности Н\-Hi для метрической резьбы и двух степеней точности G1 и G2. Метчики степеней точности Я1, Я2 делают со шлифованным профилем, а степеней точности ЯЗ и Я4 с нешлифованным. Точность резьбы зависит от многих факторов; один из них - точность инструмента. В зависимости от степени точности нарезаемой резьбы рекомендуется применять метчики следующей степени точности. По/ге допуска гайки Поле допуска метчика Резьба гайки........4Н, 5Н 5Н, 6Н 6Н Метчик........... Н\ Н2 НЗ 6Н, 7Н 6 J Hi Gl 6G, 7G G2 За основу расположения поля допуска на резьбу метчика относительно поля допуска резьбы гайки (рис. 6.11) приняты следующие положения. 1. Поле допуска на метчик лежит внутри поля допуска резьбы гайки. 2. Поле допуска на резьбу метчика располагается ближе к номинальному профилю резьбы гайки. 3. Нижнее отклонение резьбы метчика не совпадает с номинальным профилем резьбы гайки, а имеет гарантированный зазор. Исключение составляет допуск на внутренний диаметр резьбы метчика. Этот зазор гарантирует свободу свинчивания болта и гайки, обеспечивает запас на изнашивание метчика и -компенсирует погрешности термосйработки метчика, если он не шлифуется по профилю. 4. Верхнее отклонение резьбы метчика далеко отстоит от верхнего отклонения резьбы гайки, так как метчики обычно имеют нежесткое крепление и разбивают резьбу. 5. По наружному диаметру метчика верхнее отклонение ограничено, хотя и не вызывается условиями формообразования резьбы. Но это необходимо для упрочнения вершины резьбы метчика и повышения его стойкости. 6. По внутреннему диаметру верхнее отклонение резьбы метчика лежит ниже номинального диаметра гайки. Это необходимо для того, чтобы исключить резание внутренним диаметром метчика и обеспечить пространство для размещения металла при выпучивании резьбы в некоторых условиях нарезания. Кроме того, допуск устанавливается на шаг резьбы и на половину угла профиля резьбы метчика. Допуск на половину угла профиля резьбы метчика назначается потому, что угол профиля а может быть выдержан, но завален , т. е. биссектриса угла будет неперпендикулярна оси метчика. Допуски на метчики регламентированы ГОСТ 16925-71. Некоторые разновидности метчиков. Метчики небольших размеров часто ломаются, особенно при обработке высокопрочных материалов. Для повышения прочности инструмента применяют метчики с укороченными канавками (рис. 6.12). Канавки делаются на режущей части и на двух, трех витках калибрующей части. Канавки наклонены к оси метчика под углом 5-10° и имеют скос под углом Я = 10-15° в направлении, обратном направлению резьбы метчика, с тем чтобы стружка легче выходила в предварительно подготовленное отверстие. Такие метчики применяют для нарезания резьбы в сквозных отверстиях. Дл.я уменьшения трения обратная конусность на калибрующей части у бескана-вочных метчиков делается больше, чем у обычных, достигая 0,2 мм на 100 мм длины. Метчики имеют лучшее направление в работе и обеспечивают изготовление резьбы более высокого качества. Для нарезания резьбы в вязких металлах и труднообрабатываемых сплавах применяют метчики с прерывистой резьбой, у которых на перьях зубья удаляются через шаг в шахматном порядке. Вследствие этого увеличивается объем пространства для размещения стружки, которая меньше забивает канавки и легче из них удаляется. X В настоящее время применяют метчики из твердых сплавов, которые имеют высокую стойкость, допускают большие скорости резания и улучшают качество резьбы. Они бывают цельными для 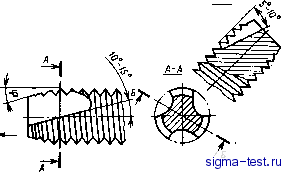 Рис. 6.12. Бесканавочиый метчик мелких диаметров; составными для средних размеров; с напаянными пластинками или с механическим креплением твердосплавных реек для метчиков большого диаметра. У составных метчиков рабочая часть выполнена из твердого сплава и припаяна встык к стальному хвостовику. Твердосплавные метчики имеют более высокую стоимость, чем быстрорежущие. Их рекомендуется применять для нарезания резьбы в высокопрочных сталях и сплавах. Для нарезания резьбы вручную применяют слесарные метчики. Их изготовляют в комплекте из двух или трех штук. Первый метчик комплекта имеет на режуш,ей части 7-8 ниток, второй 3-4 нитки и третий 1,5-2 нитки или шага резьбы. Кроме того, метчики в комплекте имеют разные диаметры. Наружный диаметр первого метчика Di= d - t, г. е. первый метчик срезает примерно 0,5 высоты профиля резьбы. Здесь d - номинальный наружный диаметр резьбы гайки; t - высота теоретического профиля резьбы гайки. Наружный диаметр второго метчика = d - 0,4 т. е. второй метчик удаляет 0,3 высоты профиля резьбы. Наружный диаметр третьего метчика D3 == d -Ь /, где / - верхнее и нижнее отклонение на резьбу метчика по наружному диаметру. Третий метчик снимает 0,2 высоты профиля резьбы. По объему срезаемого слоя распределение работы между первым, вторым и третьим метчиком в комплекте соответствует примерно отношению 4 : 2 : 1, т. е. черновой метчик выполняет объем работы в 4 раза больше, чем чистовой. Для повышения качества резьбы последний метчик в комплекте имеет увеличенный средний диаметр по сравнению с предыдуш,ими. Метчики сборной конструкции. В целях экономии инструментального материала, улучшения геометрии и повышения качества рабочей части инструмента, а также для повышения производительности труда при резьбонарезании отверстий диаметром более 36 мм применяют метчики сборной конструкции. Их подразделяют иа нерегулируемые, регулируемые и регулируемые, автоматически выключающиеся. Нерегулируемые метчики представляют собой сборную конструкцию, состоящую из корпуса и четырех или шести вставных плоских гребенок, закрепленных механическим способом. Регулируемые метчики более универсальны и долговечны. Они позволяют изменять диаметральный размер в пределах 1-2 мм. На рис. 6.13 показаны конструкция {а) и геометрия (б) такого метчика. В корпус / вставлен стержень 2 с крестообразной конической головкой. В пазы корпуса и в Г-образные пазы головки входят плоские гребенки 4, на концах которых сделаны также Г-образные вырезы. Регулирование их по диаметру производится перемещением стержня вдоль оси метчика с помощью винтов 5, имеющих на конце коническую поверхность. В хвостовике стержня для этой цели имеются соответствующие конические углубления. Резьба у таких метчиков винтовая. Длина режущей части 1 и ее угол (р определяются так же, как для машинных метчиков. . Угол ф = 10-f-15° для изготовления резьбы в сквозных отверстиях 122 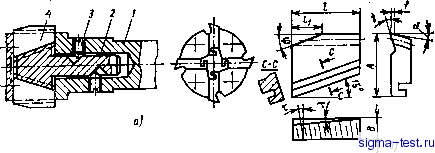 Рис. 6.13. Метчик, регулируемый по диаметру И ф = 20ч-30° для глухих отверстий. Передний угол у = 5-25° в зависимости от обрабатываемого материала. Задний угол а образуется методом затылования. На режущей части а = 8ч-10° и на калибрующей а = 30-45. На калибрующей части зубья имеют фаску / = 0,2 мм для обеспечения у всех гребенок более точного размера по диаметру нри шлифовании их зубьев. Угол наклона передней поверхности % обычно равен углу подъема 1>езьбы гребенок т. Регулируемые метчики, выключающиеся автоматически, позволяют сходиться гребенкам к центру нарезания резьбы и без свинчивания свободно выходить из отверстия. Bcлe;Jcтвиe этого не портится окончательно сформированная резьба, как это в ряде случаев имеет место при вывинчивании инструмента, и повышается производительность, так как исключается время на процесс вывертывания метчика. . В основе конструкции этих метчиков лежит та же схема, что и приведенная на рис. 6.13. Только в этом случае конструируется другой механизм перемещения стержня 2. У автоматически выключающихся метчиков стержень 2 связан с кольцом или с рычагом, которые через систему упоров в нужный момент выключают метчик из работы, т. е. после нарезания резьбы гребенки автоматически перемещаются к центру, и метчик свободно выводится из отверстия. Такие метчики-головки типа Кб выпускаются московским инструментальным заводом Фрезер . ПЛАШКИ Плашки служат для нарезания, наружной резьбы на болтах, винтах, шпильках и других деталях. Плашки бывают круглые, трубчатые и призматические разъемные к слесарным вороткам. Круглые и трубчатые плашки применяют для нарезания деталей за один рабочий ход на револьверных станках и автоматах, призматические - за несколько рабочих ходов вручную. Круглые плашки представляют собой гайку, превращенную в инструмент путем сверления стружечных отверстий и образования режущей части с затылованными зубьями. На рис. 6.14 показаны конструктивные и геометрические элементы круглых плашек. К ним относятся: наружный диаметр, число и диаметр стружечных отверстий и их центров, толщина плашки,
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


