

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 13 [ 14 ] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 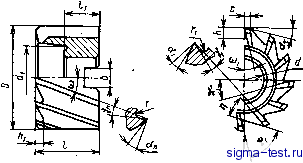 Профипь паза 30° Рис. 5.6. Торцовая цельная насадная фреза (О = 35-г-45°. Высота цилиндрических зубьев у фрез первого типа Л = (0,304-0,35) t, у фрез второго типа (крупнозубых) Л = (0,35-;-0,45) t, где t - окружной шаг зубьев, t = nD/z. Высоту торцовых зубьев hi принимают на 1 мм меньше. Радиусы закругления впадины между зубьями на цилиндрической поверхности г = 1,5-;-2,5 для первых и г = 2,5-3,5 для вторых. На торцовой поверхности гх на 0,5 мм меньше, чем на цилиндрической. Форма зуба остроконечная. Ширину затылка принимают такой же, как и для цилиндрических фрез. Зубья затачивают до остра или оставляют ленточку шириной / = 0,03-0,05 мм. Передний угол у главных режущих кромок назначается с учетом качества обрабатываемого материала так же, как и для цилиндрических фрез. Для торцовых зубьев на 3-5° меньше. Задний угол цилиндрических зубьев в сечении, перпендикулярном к оси фрезы, а = 12-=-14°, для торцовых зубьев в сечении, перпендикулярном режущей кромке, oj = 8-=-10°. Следует иметь в виду, что передние углы цилиндрических и торцовых зубьев ограничиваются углами их наклона. Передний угол цилиндрических зубьев в торцовом сечении ух не должен быть больше угла наклона торцовых зубьев coj, а передний угол торцовых зубьев Yi не должен превосходить угол наклона цилиндрических зубьев 0). В противном случае произойдет подрезание режущих кромок соответствующих зубьев. Фрезы насадные с зубьями из быстрорежущей стали. Такие фрезы предназначены для фрезерования более широких плоскостей и по ГОСТ 1092-80 выпускаются диаметром D = 80--630 мм, длиной 36-85 мм. В случае необходимости такие фрезы можно изготовлять диаметром 1000 мм и более. Стандартные фрезы имеют число зубьев г (1,21,5) уЪ. На рис. 5.7 показана торцовая насадная фреза диаметром 250- 630 мм со вставными зубьями из быстрорежущей стали. Крепление зубьев производится только с помощью продольного рифления. Зубья и пазы в корпусе фрезы имеют двойной уклон (продольный и поперечный 2° 30). Продольный уклон необходим для закрепле-88 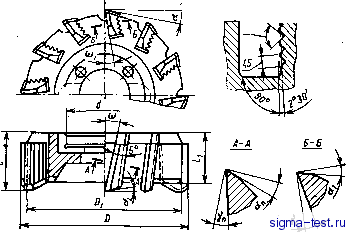 Рис. 5.7. Торцовая насадная фреза с зубьямн нз быстрорежущей стали ния, а поперечный - для восстановления диаметрального размера и торцового вылета зубьев по мере их изнашивания и переточки путем многократной перестановки зубьев в пазах на один шаг рифления. Зубья также наклонены к оси фрезы под углом со = 15-г-20 и к торцовой плоскости под углом coi = 104-15°. При этом угол наклона торцовых зубьев toj определяет передний угол в торцовом сечении цилиндрических зубьев, а угол наклона со определяет передний угол торцовых зубьев в сечении, соосном с цилиндром. Задние углы а и 1 принимают такими же, как и для торцовых насадных цельных фрез. Преимущество крепления клиновых зубьев способом рифлений заключается в компактности и достаточной надежности. Вследствие отсутствия дополнительных элементов крепления можно разместить большое число зубьев по длине окружности, что является также положительной стороной этого способа. Недостаток способа в сложности изготовления клиновых рифлений зубьев и пазов в корпусе фрезы. На практике для торцовых фрез широко применяют и другие способы крепления зубьев. Одним из них является способ крепления продольным клином так же, как и для цилиндрических фрез. На рис. 5.8 показано крепление зубьев торцовых фрез поперечным клином и винтами. Крепежный клин / (рис. 5.8, а) затягивается винтами 2, имеющими шестигранное отверстие в головке под ключ. Зубья 4 (рис. 5.8, б) закрепляются в корпусе / втулками 2, имеющими скосы, т. е. косые лыски со стороны зуба, и винтами 3. Клинья и скосы на втулках имеют угол уклона 6-8°. В той и другой разновидностях крепления опорные плоскости вубьев и пазов могут быть плоскими и рифлеными. 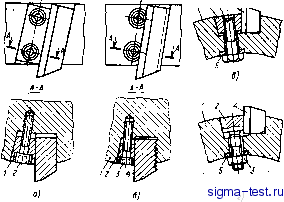 Рис. 5.8. Крепление зубьев торцовых фрез поперечными клиньями н винтами При частом демонтировании зубьев резьба в корпусе сравнительно быстро срабатывается и корпус не может быть использован для дальнейшей работы. Поэтому для торцовых фрез большого диаметра крепление зубьев i целесообразно производить поперечными клиньями или втулками со скосом и винтами (рис. 5.8, в, г). Здесь в корпусе I имеются отверстия без резьбы, через которые прюходят винты 3. В первом случае (рис. 5.8, б) винтами затягивается клин или втулка 2. Во втором случае (рис. 5.8, г) клином служит сама головка болта. Болт затягивается гайкой 3 через сферическую шайбу 5. При всех способах крепления, показанных на рис. 5.8, зубья и пазы для них являются прямыми, что упрощает их изготовление. Насадные фрезы со вставными ножами, оснаще1шыми пластинками из твердого сплава, применяют для скоростного фрезерования плоскостей. Стандартные фрезы имеют две разновидности, отличающиеся способом крепления зубьев. Их изготовляют по ГОСТ 9473-:-80 диаметром D = 80ч-6 мм с ножами или зубьями, имеющими напаянные пластинки из твердого сплава, которые крепятся в корпусе продольными рифлениями так же, как показано на рис. 5.7. Другие выпускают диаметром D = 100-=-630 мм, зубья которых закре пляют в корпусе продольным клином. В первом случае зуб представляет собой клиновидное тело с напаянной твердосплавной пластинкой, в последнем -резец, на переднюю поверхность которого тоже напаяна пластинка из твердого сплава. На ряс. 5.9 показана торцовая насадная фреза, у которой зубья крепятся в пазах корпуса продольными клиньями. Каждый зуб представляет собой резец с напаянной пластинкой из твердого сплава. Стандартные фрезы выпускают диаметром D = ЮОч-бЗО мм и числом зубьев г = 8-30 мм. Число зубьев получается меньше, чем у фрез первого типа. Причиной являются клинья, занимающие определенное место, как дополнительные элементы крепления. 90 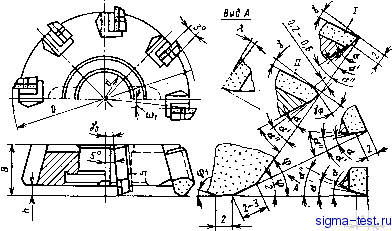 Рис. 5.9. Терцовая насадная фреза с клиновым креплением зубьев, оснашных пластинками из твердого сплава Главный угол в плане ф = 454-90°, вспомогательный угол в плане Ф1 = lOf. Передний угол у =3-7-8° и угол наклона режущей кромки ii, = 9ч-5° принимаются в соответствии с углом ф. Задний угол а = 124-15°, углы у1 = 0)1 = , у = 5°, = 5°. Поверхность пластинки, расположенной под задним углом а, доводят. Задний угол на пластинке а = а -Ь (2-т-3)°, задний угол на теле резца а* = а -Ь (3-5)°. Переднюю поверхность затачивают по форме / для обработки чугуна, по форме -для стали. Фрезы, оснащенные твердым сплавом, имеют режущие свойства и производительность обработки в 3-5 раз выше, чем быстрорежущие. Однако напайка пластинок имеет ряд недостатков. Вследствие разной теплопроводности и коэффициента линейногорасшире-ния твердосплавной пластинки и материала державки или основания зуба возникают дополнительные напряжения, при заточке появляются микротрещины. В результате от силового воздействия в процессе резания до 50 % напаянных пластинок выкрашивается и ломается. Инструменты с механическим креплением твердосплавных пластинок не имеют этих цедостатков. В настоящее время широко применяют торцовые фрезы с многогранными сменными твердосплавными пластинками, имеющими механическое крепление на вставных державках (рис. 5.10). После изнашивания одной грани пластинку поворачивают относительно своей оси и в работу вводят следующую режущую кромку. Пластинку 6 псжорачивают на штнфте5 без снятияее с державжи резца 4. Для этого резец опускают вниз винтом 3 т выхода пластинки из кольцевого трехгранного паза 7, сделанного на торце корпуса /. После поворота на одну грань пластинка вместе с державкой затягивается винтом 3 и прижимается к указанной топцовой тлтчт, 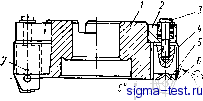 Рис. 5.10. Торцовая фреза с пятигранными неперетачнваемыми пластинками из твердого сплава базируясь на грани. Винт 5 подпружинен и проходит через кольцо 2. Пластинки могут быть не только пятигранные, но и трех-, четырех и шестигранные, а также круглые. На рис. 5.11 показаны конструкция и геометрия различных типов многогранных твердосплавных пластинок. Их размеры нормализованы. Конструкция фрезы (рис. 5.10) имеет тот недостаток, что базирование пластинок на грани создает значительное торцовое и радиальное биение зубьев торцовых фрез. В этом отношении более лучшей конструкцией является торцовая фреза, у которой базирование пластинки 5 производится на коническую поверхность винта 4, ввернутого в тягу 3, которая проходит через державку 1 и закрепляется гайкой 2 (рис. 5.12). Такое базирование исключает отмеченные недостатки, повышает стойкость фрез в 1,5-2 раза и уменьшает шероховатость обработанной поверхности. Все рассмотренные конструкции торцовых фрез работают по схеме торцового лобового фрезерования, по которой каждый зуб фрезы срезает одинаковую глубину. При черновой обработке с большой, глубиной резания, когда t - 204-25 мм, целесообразно применять фрезы со ступенчатой схемой резания (рис. 5.13), где общая глубина фрезерования t распределяется между тремя зубьями. Первый зуб удаляет ti = (0,5-0,6) t, второй /g = 0,3/ и третий, зачищающий, срезает /3 (0,1 -0,2) /. Вследствие этого каждый зуб срезает короткий, но более толстый слой а. Длина торцовой режущей кромки, / каждого зуба в 1,2 раза больше подачи на зуб s. Каждая ступень образуется отдельным зубом. Зубья в корпусе расположены так, что первый зуб лежит на наибольшем диаметре, но является самым высоким, т. е. имеет наименьший вылет от торца, а третий наименьший радиус, но является самым низким, имеющим 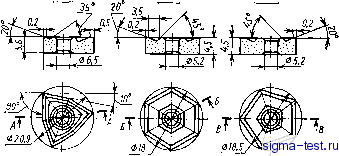 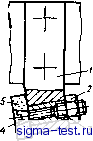 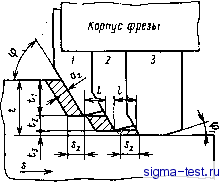 Рис. 5.11. Многогранные твердосплавные пластинки Рис. 5.12. Торцовая фреза с неперетачнваемыми пластинками конструкции СПИ Рис. 5.13. Ступенчатая схема при торцовом фрезеровании больший торцовый вылет. Следующая группа зубьев расположена так же. Главный угол в плане ф = 60°, вспомогательный угол в плане Ф1 = 15°. Ступенчатая схема резания позволяет не только снимать большой припуск, но и снижать уровень вибраций и повышать стойкость инструмента. По ступенчатой схеме резания выпускают торцовые фрезы сборной конструкции как с зубьями из быстрорежущей стали, так и с ножами, оснащенными твердым сплавом, в том числе и со сменными пластинками. Более прогрессивными являются торцовые фрезы со спирально-ступенчатой схемой фрезерования (рис. 5.14). Сущность ее состоит в еще больше разделении срезаемого припуска за счет образования большего числа ступеней каждым зубом фрезы. Все черновые зубья 1-12 расположены по спирали Архимеда в радиальном направлении и их вершины равномерно смещены вдоль оси фрезы. В результате каждый зуб срезает короткий, но толстый слой. Второй ряд зубьев /-VIII концентричен и лежит в одной торцовой плоскости, выступающей по сравнению с последним черновым зубом. Зубья этого ряда являются чистовыми, они снимают небольшой припуск и работают как зубья в обычных торцовых фрезах. При работе такие фрезы показывают хорошие результаты с большой глубиной резания, обеспечивают высокую производительность и низкую шероховатость обработанной поверхности, Рнс. 5.14. Спирально-ступенчатое расположение зубьев торцовых фрез: А - ряд червовых зубьев; Б - ряд чистовых зубьев 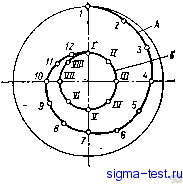
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


