

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 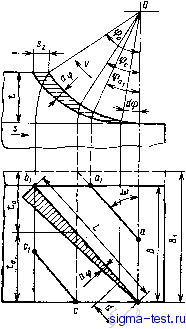 Рис. 5.3. К определению площади сечения срезаемого слоя и равномерности фрезерования Приятные условия резания получаются при таком угле наклона зубьев, при котором процесс фрезерования становится равномерным. Под равномерным фрезерованием понимают такой процесс, при котором сила резания постоянна. Это происходит тогда, когда суммарная площадь сечения срезаемого слоя всеми зубьями, одновременно участвующими в работе, - величина постоянная. Для цилиндрических фрез с винтовыми зубьями равномерное фрезерование может быть выполнено прн определенных условиях, несмотря на то, что каждым зубом в данный момент времени срезаются слои разной толщины и в разные моменты времени-разной площади сечения. Элементарная площадь сечения срезаемсго слоя <рис. 5.3) dF= adl. Так как = St sin ф, dl = Jslj- d,TodF = -d,f. Площадь сечения срезаемого слоя одним зубом в любой момент времени 2 Sin (О Интегрируя это выражение по всей длине режущей кромки, участвующей, в работе, и учитывая, что подача на один зуб фрезы Sz, диаметр фрезы D и угол наклона зубьев со являются постоянными величинами, получим (COS ф,-COS ф,). где фь и фб, - мгновенные углы контакта начальной я конечной b точек режущей кромки зуба фрезы с заготовкой. Суммарная площадь сечения срезаемого слоя всеми зубьями, одновременно находящихся в работе, где ф(, и фг соответствует также мгновенным углам контакта с заготовкой, начальной и конечной точек режущих кромок; п - число зубьев, одновременно находящихся в работе (в контакте). Если FcjM является постоянной величиной, то фрезерование равномерное. Если же сум Ф const, то процесс фрезерования неравномерный. Так как в уравнении (5.1) параметры D, и и для данных условий резания всегда постоянные, то равномерность процесса будет определяться только разностью косинусов углов. Для рассматриваемого случая S (COS фг - cos ф!) = (COS Фа - COS <Pa-i} + (COS - COS ф,) -(--f (COSфc - COSфcl). Так как Фа = фь = Ф: о, а ф;, = фс, = фтах = фо, S (COS ф; - COS фг J = 2 (COS фп - cos Wmax) + (COS фе - COS ф,). Величина 2 (cos фшт - cos фшах) является постоянной, так как . угол фтш = От а фтах = Фо. Т. С. нзибольшему углу контакта. Выражение (cos фе - cos фа,) не может быть постоянным, но может быть выаолнено условие, при котором эта разность равна нулю. Это возможно, когда углы контакта фе = фа,. Дя выполнения данного условия необходимо иметь вполне определенный угол наклона зубьев о> или же фрезеровать деталь шириной не В, а Bj. Тогда угол контакта начальной точки Я] входящего зуба будет равен углу контакта конечной точки с зуба, выходящего из работы. В этом случае осевой шаг 4 между зубьями фрезы будет целое число раз укладываться на ширине Bj фрезеруемой детали. Таким образом, условием равномерности фрезерования должно быть равенство или кратность осевого шага зубьев фрезы ширине поверхности фрезеруемой детали, т. е. /С = B/ig, где Д - коэффициент равномерности фрезерования. Если коэффициент К целое число, как, например, при В - В], то фрезерование равномерное. Если же К не равно целому числу, то фрезерование неравномерное. Так как осевой шаг зубьев фрезы /о= - ctgco, то (5.2) При проектировании новых фрез для заданной детали определяют диаметр D и число зубьев г фрезы, затем по уравнению (5.2) находят необходимый угол наклона зубьев к оси фрезы со, при котором процесс фрезерования будет равномерным. Желательно, чтобы угол ю был по возможности большим. Чем больше ю, тем больше передний угол в торцовой плоскости и в плоскости схода стружки при одном и том же значении переднего угла в нормальном сечении, так как tg ух tg Yn/cos а. Исследования и опыт работы показывают, что если по конструктивным условиям нет ограничений, то цилиндрические фрезы целесообразно делать с углом наклона зубьев ю = 45-f-50°. Стандартные фрезы имеют со = 30-г-35° для мелкозубых и ю = 40 для крупно-зубых фрез. Форма и геометрия зубьев. Цилиндрические фрезы имеют остроконечную трапециевидную форму зубьев (см. рис. 5.2) или же параболическую - выпуклую. Причем для мелкозубых фрез форма зуба трапециевидна одноугловая с шириной ленточки с = 0,6-г--0,8 мм, образующей задний угол а, Для крупнозубых фрез форма зуба усиленная двуугловая с шириной ленточки с = 1,2-;-1,5 мм. По прочности она приближается к параболической форме зуба, но более технологична. Параболическая форма зуба обеспечивает высокую прочность зуба, но она сложнее в изготовлении. Применяется для тяжело-нагруженных крупнозубых цилиндрических фрез при черновом фрезеровании. Угол тела зуба т), определяющий его прочность, принимается 47-52°. Угол впадины для крупнозубых фрез о)? = 50-г-б0° и для фрез с мелкими зубьями г)) = 65--85°. Чтобы уменьшить число фрез, применяемых для фрезерования канавок, угол г)) изменяется через 5, начиная от 45 и до 110°. Угол 1з = т) -Ь е - ух. Так как е = 6 -Ь Vt, то я) = 1-) -f 9, где 9 = 360°/2, а Yt - передний угол в торцовой плоскости. В зависимости от качества обрабатываемого материала для фрез из быстрорежущих сталей рекомендуется принимать передний угол зубьев в нормальном сечении в следующих пределах; при обработке вязких металлов уп = 25-т-30°, при обработке сталей g Ои < < 600 МПа Yn = 20-25°, при обработке сталей с Ои = 600-=-1000 МПа Yo = 15-т-18°, при обработке сталей с а > 1000 МПа Yu = 10--12°. Для чугуна в зависимости от твердости и для хрупких цветных металлов и сплавов Yn = 5-f-15°. Для фрез, оснащенных пластинами из твердого сплава, передний угол принимается на 5-10° меньше, чем для быстрорежущих. Для обработки твердых материалов его делают даже отрицательным до - (5-=-7)°. Задний угол для чистовых мелкомодульных фрез а = 12-i-.16, для черновых крупнозубых а = 10-г-12°, для твердосплавных а =s = 6Ч-8°. Фрезы сборной конструкции изготовляют сравнительно больших диаметрЪв и оснащают ножами из быстрорежущей стали или твердого сплава. Фрезы с быстрорежущими ножами выпускают диаметром 100-250 мм. Фрезы с винтовыми твердосплавными зубьями по ГОСТ 8721-69 изготовляют диаметром 63-125 мм. 4 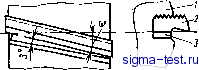 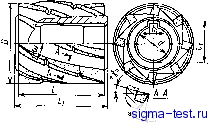 Рис. 5.4. Крепление зубьев из быстрорежущей стали в корпусе цилиндрической фрезы: / - корпус; 2 - нож; 3 - клин Рис. 5.5. Цилиндрическая фреза, оснащенная винтовыми пластинками из твердого сплава Нож!! из быстрорежущей стали делают прямыми и располагают в корпусе наклонно к оси фрезы. Такие фрезы называются косо-зубыми. Они бывают одинарные и составные. Одинарные могут быть длинными и короткими. Длинные имеют длину до 150 мм с углом наклона зубьев к оси о> = 15-ь20°. С увеличением длины фрезы угол наклона уменьшается. Это вызывается косым расположением паза и зуба в корпусе фрезы. Короткие одинарные фрезы имеют длину 40, 50 и 65 мм, угол наклона зубьев о> = 45°, число зубьев г ~ 812. Составные цилиндрические фрезы с зубьями из быстрорежущей стали представляют собой комплект, состоящий из нескольких коротких одинарных фрез, насаженных на одну оправку. В зависимости от ширины фрезерования число фрез в комплекте от 2 до 6. Фрезы имеют разное направление ножей для взаимной компенсации осевой составляющей силы резания. Способ крепления зубьев или ножей рассматриваемых фрез показан на рис. 5.4. Продольный клин 3 имеет угол наклона 3-б. Для большей надежности крепления опорные стороны ножа 2 и паза в корпусе / сделаны рифлеными. Корпус изготовлен из стали 40Х, а клинья из стали 40Х или У7, У8. На рис. 5.5 приведены цилиндрическая насадная фреза, оснащенная винтовыми пластинками из твердого сплава, припаянными к корпусу из стали 40Х. ГОСТ 8721-69 предусматривав!; диаметры таких фрез 63, 80, 100 и 125 мм, рабочая длина которых 45-100 мм. Они имеют число зубьев г = 8-f-12 мм, угол наклона винтовых зубьев о> = 24-26°. Цилиндрические фрезы можно изготовлять с прямыми твердосплавными пластинками, напаянными на вставные зубья, которые крепят так же, как пбказано на рис. 5.4 для быстрорежущих фрез. Пластинки выпускаются небольшой длины, поэтому на каждый зуб цилиндрической фрезы их напаивается несколько штук. Стыки пластинок на смежных зубьях располагают е шахматном порядке, и они выполняют роль стружколомателей. Они делаются радиусными или лучше в виде призмы под углом 120° шириной 2-2,5 мм, глубиной 0,5-0,7 мм и затачиваются на необходимый задний угол. В нормальном сечении к винтовому зубу передний уГол y = -5-i-+5°, задний угол а = 16-20°. КОНЦЕВЫЕ ЦИЛИНДРИЧЕСКИЕ ФРЕЗЫ Такие фрезы широко применяют для фрезерования нешироких плоскостей, пазов и контурного фрезерования на станках с ЧПУ. Они бьшают цельные, сварные встык и сборной конструкции. Сборные концевые фрезы оснащают зубьями из быстрорежущей стали или твердого сплава. Последние диаметром 10-25 мм делают с монолитной твердосплавной коронкой, которую припаивают к оправке. Цилиндрические концевые фрезы изготовляют двух типов; с цилиндрическим хвостовиком диаметром 3-20 мм и с коническим хвостовиком диаметром 14-63 мм. Схема работы концевых фрез показана на рис. 5.1,6. По ГОСТ 15086-69 и ГОСТ 4675-71 выпускают концевые обдирочные фрезы с коническим хвостовиком диаметром 25-80 мм со стружко-разделйтельными канавками на зубьях и с затылованными зубьями. В настоящее время разработаны конструкции концевых фрез с волновой передней поверхностью. При плоской заточке задней поверхности зубьев на необходимый задний угол волновая передняя поверхность образует как бы волновую режущую кромку. Гребни (выступы) ее смещены в осевом направлении на At - t: z, где t - шаг волны; г - число зубьев в торцовом сечении. Схема резания такой фрезы принципиально остается такой же, как и фрезы с затылованными зубьями (кукурузной), т. е. с разделением срезаемого слоя вдоль зуба. Исследования показали высокие режущие свойства этих фрез. Такую же схему срезания слоев и эффективность процесса резания можно получить, если создать фрезы с волновой острозаточенной задней поверхностью зубьев. Такие фрезы более технологичны в изготовлении и эксплуатации, чем фрезы с затылованными зубьями и с волновой передней поверхностью. Ддя станков с ЧПУ концевые фрезы применяют с неравномерным окружным шагом зубьев, чтобы исключить или уменьшить вибрации. Неравномерность окружного шага зубьев 4-6°. Такие фрезы имеют увеличенный угол наклона зубьев со = 45ч-50°. Лучше его делать таким, при котором обеспечивается равномерность фрезерования. Для увеличения жесткости концевые фрезы должны иметь утолщение сердцевины к хвостовику. Если концевые фрезы работают с радиальным врезанием при изготовлении пазов, то торцовые зубья затачиваются с поднутрением режущих кромок к центру. Вследствие этого облегчаются условия врезания инструмента и повышается, его устойчивость в процессе работы. Установочные размеры инструмента и его параметры закладываются в программу при обработке деталей на обрабатывающих центрах и на станках с ЧПУ, Поэтому для контурного фрезерования диаметр концевой фрезы должен быть вполне определенным и постоянным для заданной программы. При других видах обработки это справедливо и для вылета инструмента. Для регулирования осевого размера концевых фрез в их торде устанавливается регули ровочный винт. Концевые фрезы с коническим хвостовиком закрепляют в переходной втулке, имеющей резьбу на наружном диаметре и регулировочную гайку. ТОРЦОВЫЕ ФРЕЗЫ Торцовые фрезы применяют для обработки широких плоскостей. Такие фрезы имеют ряд преимуществ перед цилиндрическими. 1. При торцовом фрезеровании плоскостей большее число зубьев одновременно находится в работе вследствие большого угла контакта. При постоянной подаче на зуб увеличивается минутная подача и повышается производительность.* 2. Торцовые фрезы обеспечивают более низкую шероховатость обработанной поверхности. У них имеются главные и вспомогательные режущие кромки. Главные расположены на цилиндрической поверхности и выполняют основную работу резання при снятии припуска, вспомогательные - на торцовой поверхности, режущие кромки лежат в плоскости, перпендикулярной к оси фрезы. Они как (м являются чистовыми, удалякк небольшой объем металла и зачищают обработанную поверхность. 3. Их ш)жно проектировать большего диаметра. Вследствие этого увеличивается число зубьев фрезы. При постоянной подаче на зуб будет повышаться производительность. При одинаковой производнт&аьвости уменьшается подача н нагрузка на каждый зуб фрезы, что приводит к ювышению режущих свойств инструмента. 4. Фрезы большего диаметра имеют более жесткое крепление, что благоприятно отражается на повышении устойчивости, плавности (мботы и на увеличении стойкости инструмента. 5. Торцовыге фрезы легче изготовлять сборной конструкции. Они позволяют более экономно расходовать дорогостоящий материал. Торцовые фрезы подразделяют на концевые и насадные. Торцовые фрезы для обработки плоскостей главным образом выпускают насадными. Они подразделяются на насадные цельные с мелким и крупным зубом, сборные с зубьями из быстрорежущей стали и сборные, оснащенные пластинками из твердых сплавов. Фрезы насадные цельные по ГОСТ 9304-69 могут быть двух исполнений: с мелким зубом диаметром D = 40-r-lOO мм, длиной 32-50 мм и с крупным зубом, имеющим D = 63-f-lOO мм и длину 40-50 мм. Первые служат для чистовой, вторые для черновой обработки. Диаметр фрезы назначается с учетом ширины обрабатываемой поверхности. При симметричном фрезеровании более благоприятными условиями контакта зубьев при их входе в заготовку являются, если диалгетр фрезы D = 1,2 В, где В - ширина фрезеруемой поверхности детали. На рис. 5.6 показаны конструкция и геометрия цельной насадной торцовой фрезы. Мелкозубые фрезы имеют число зубьев г= \ ,8yD, а крупнозубые г= l,2yD. Угол наклона зубьев или стружечных канавок на цилиндрической поверхности у мелкозубых фрез со = 25-30°, у крупнозубых
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


