

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Проектирование металлорежущих инструментов 1 2 3 4 5 6 7 8 9 [ 10 ] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44  Рис. 4.9. Элементы зубьев и канавок протяжки Для протяжек переменного резания толщина срезаемого слоя значительно больше, чем для протяжек одинарного резания. Она составляет 0,3-0,4 мм при обработке сталей и 1,0-1,2 мм при обработке чугуна. Объясняется это тем, что срезаемый слой короткий, стружка почти прямая, относительно легче деформируется и более плотно укладывается во впадине между зубьями. Этому способствует и лучшая геометрия режущих зубьев у протяжек переменного резания. Шаг и стружечные канавки между зубьями. На выбор шага влияют два противоречивых направления. С одной стороны, желательно Проектировать протяжки с наименьшим шагом. Чем меньше шаг, тем короче протяжка и ниже ее стоимость, больше число зубьев, одновременно участвующих в работе, и выше плавность процесса протягивания, повышается производительность и качество обра-1 ботанной поверхности. С другой стороны, чем меньше шаг, тем больше сила протягивания и возникает опасность разрыва самой протяжки, тем меньше толщина зуба и пространство для размещения стружки. Отсюда видно, что на шаг влияет большое число факторов, которые учесть весьма трудно. Поэтому предварительно шаг зубьев определяют по формулам: для протяжек одинарного резания / =(1,25 1,50)/Т, (4.5) для протяжек группового резания /= (1,45-j-1,90)/Т, (4.6) где / - длина обрабатываемого отверстия. Затем в зависимости от шага определяются другие элементы зуба и основные размеры стружечной канавки (рис. 4.9): толщина зуба с = (0,30-0,35)/; высота зуба или глубина канавки /i = (0,35-fe 0,45)/; радиус дна канавки г = 0,5/г или г = (0,18-0,22)/; ширина канавки Е = (0,65-0,7) /; радиус спинки зуба, если она вогнутая, г = (0,650,7) /. Вогнутую спинку зуба (рис. 4.9, а) делают у протяжек для обработки вязких материалов, когда образуется сливная стружка, требующая большого объема для осевого размещения. Для таких материалов принимается и больший коэффициент при определении глубины канавки h в целях увеличения ее объема. Для обработки хрупких материалов спинку зуба делают прямолинейной (рис. 4.9, б). В этом случае образуется элементная 64 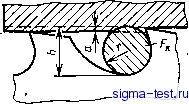 Рис. 4.10. Схема расчетной площади канавки стружка, которая более равномерно и полнее заполняет канавку. Поэтому она может иметь относительно меньший объем. При обработке длинных отверстий шаг зубьев получается сравнительно большим, объем срезаемого слоя увеличивается. Поэтому для увеличения объема стружечных канавок их дно рекомендуется делать с прямолинейным участком (рис. 4.9, в). Относительная толщина зуба для них уменьшается с = (0,2--0,25)/. Прямолинейная спинка зуба имеет угол наклона р = 50-55°. Более правильно элементы зубьев и канавок определять с учетом не только длины протягиваемого отверстия, но и толщины срезаемого слоя, а также объемного коэффициента стружки. При расчете учитывается нормальное, свободное размещение стружки в объеме или в площади активной части канавки. Как показано на рис. 4.10, площадь активной части канавки принимается равной площади окружности радиуса г или диаметра h, т. е. F = пНЩ. Дополнительная площадь канавки f составляет 25-30 % общей площади канавки. Она является как бы резервной; при нормальном размещении сливной стружки она почти не участвует в работе. Площадь, занимаемая стружкой, = Fa- Площадь осевого сечения слоя металла, срезаемого одним зубом протяжки, Fm = al. Отношение площади объема, занимаемой стружкой, к площади осевого сечения (объему) срезаемого слоя называется коэффициентом заполнения стружечной канавки, или объемным коэффициентом стружки, т. е. kFJF = VJV, где Ус = РсЬ, а У = Fb. Откуда F = kF = kal.-Так как Fo = /к = л;/1/4, получим Н=\,13-/аГк. (4.7) Уравнение (4.7) справедливо для обработки вязких металлов, когда образуется сливная стружка. При обработке хрупких материалов образуется элементная стружка, которая более равномерно заполняет почти весь объем канавки. При тдкой обработке площадь канавки может быть меньше (4.8) h = (0,9 \)-/аШ. Коэффициент заполнения стружечной канавки, или объемный коэффициент стружки, определяется экспериментальным путем. Он зависит от толщины срезаемого слоя и обрабатываемого материала. Его значение всегда больше единицы и изменяется от 2 до 5 в зависимости от указанных условий обработки. Так, для протяжек одинарного 3 Иноземцев Г. Г. Рис. 4.11. Положение зубьев протяжки относительно поверхности детали резания k - 2,5-ь5, для протяжек группового резания k = 2-3,5. Причем, чем меньше толщина срезаемого слоя а и чем болре вязкий обрабатываемый материал, тем больше коэффициент k. Все элементы зуба и канавки определяются в зависимости от h: t = 2,75/г; с = 1,25Л; Е = г = 0,5/г; г = 0,75/г. (4.9/ Этот способ расчета позволяет более правильно определить площадь или объем стружечной канавки, не завышать ее размеры, вследствие чего уменьшается шаг t и длина режущей части протяжки. Определив шаг, необходимо проверить, чтобы число зубьев, одновременно участвующих в работе, было не менее двух гоян = lt. (4.10) Чаще всего это отношение - целое число с десятыми долями. По времени оно означает усредненное число зубьев, одновременно участвующих в работе. Например, если годн = 3,5, то половину определенного времени работают три зуба, а лолотину - четыре зуба. Таким образом, в действителъности в каждый момент времени одновременно работает целое число зубьев. Если учитывать только номинальный размер шага без допуска, то всегда разница между максимальным и минимальным числом зубьев, одновременно находящихся в работе, Zniax - Zmin = 1- (4.11) Для повышения плавности процесса протягивания лучше, когда Zmin = 34. При обработке длинных отверстий число одновременно работающих зубьев может достигать 7-8, если это допускается прочностью протяжки и тяговой силой протяжного станка. Во всех случаях процесс протягивания является неравномерным, силы резания не остаются постоянными, так как число одновременно работающих зубьев изменяется на единицу. Для повышения плавности процесса протягивания расчетныйшаг необходимо корректировать. Целесообразно расчетный шаг t сделать равным f-, подчинив егоусловию, по которому при выходе очередного зуба из детали входящий зуб должен отстоять от торца детали на расстояние х = = 0М (рис. 4.11). Тогда tz =/ +О,If, Откуда (4.12) где 2n ,=-;j-+ 1. Качество поверхности в основном определяется работой чистовых зубьев протяжки. Для устранения волнистости обработанной поверхности шаг чистовых зубьев делается переменным. Номиналь-66 ное значение шага чистовых зубьев принимают равным шагу черновых зубьев или же уменьшенным примерно на 0,25. Шаг между первым и вторым чистовым зубом принимается равным номинальному, между последующими зубьями на 5-10 % меньше. Геометрия режущих зубьев. Передний угол зубьев протяжек в основном зависит от качества обрабатываемого материала. Для обработки сталей он принимается 12-18°, чугуна у = 5н-10°, для вязких цветных металлов и сплавов у = 25°. Переточку протяжек по мере изнашивания зубьев производят по передней поверхности. При.небольшихзначенияхзаднего угла этим достигается незначительное изменение диаметра или высоты зубьев и увеличение срока службы протяжки. Для сохранения диаметральных или высотных размеров после переточки задние углы у зубьев многих видов протяжек принимаются малыми. Так, для внутренних протяжек а = 2-ьЗ.° при обработке отверстий 6-го квалитета точности, а = 3-4 при обработке отверстий меньшей точности. Для шпоночных и наружных нерегулируемых протяжек а = 4-7°, Для наружных протяжек сборной конструкции с зубьями, регулируемыми по высоте, задний угол а = 812°. Как указывалось ранее, для лучшей деформации стружки, т. е, для более плотного ее завивания и размещения во впадине, на черновых зубьях у протяжек одинарного резания при обработке вязких металлов делают стружкоразделительные канавки (см. рис. 4.6). Их располагают в шахматном порядке на последующем зубе на paccVoянии 8-12 мм. На переходных режущих зубьях, т. е. на получистовых и чистовых, стружкоразделительные канавки не выполняют. - Калибрующая часть протяжек имеет несколько зубьев, которые придают поверхности или отверстию окончательную точность и шероховатость. Теоретически калибрующие зубья не режут, так как они не имеют подъема на зуб. Практически первый калибрующий зуб может срезать весьма тонкие стружки за счет его некоторого превышения над размером последнего чистового режущего зуба. По мере изнашивания протяжки получистовые и чистовые зубья постепенно переводят в черновые, а калибрующие зубья - в режущие чистовые. Число калибрующих- зубьев зависит от точности обработки и принимается от 2 до 7. С повышением точности обработки число калибрующих зубьев увеличивается. Шаг калибрующих зубьев принимается такой же, как и у режущих если обработка ведется по П-му и более низкому квалитету точности. Для изделий 7-9-го квалитета точности = 0,75. Шаг калибрующих зубьев неравномерный, так же как у чистовых зубьев. Передний угол у калибрующих зубьев обычно берется таким же, как у черновых. Однако для более точных протяжек передний угол рекомендуется делать значительно меньше (для стали 5 и для чугуна 0°). В целях повышения размерной стойкости протяжек задний угол калибрующих зубьев меньше, чем режущих. Для внутренних про- тяжек у калибрующих зубьев а = 0,5ч-Г, для шпоночных и наружных а = 1,5-2°, для протяжек с регулируемыми зубьями а = = 3-7-4 . Для внутренних протяжек диаметр калибрующих зубьев такой же, как у последнего чистового режущего зуба. В более общем случае на практике диаметр калибрующих зубьев принимают равным наибольшему диаметру обработанного отверстия. Окончательно диаметр устанавливается опытным путем после первого пробного протягивания отверстия. Затем размер калибрующих зубьев доводится до необходимого. Допуск на изготовление калибрующей части внутренних протяжек берется по системе вала. При этом для обработки отверстий 7-9-го квалитета то-ности би = /jg, для отверстий 11-го и больших квалитетов точности б = Лв или 6 = (4--f)6. Концевое направление не допускает перекоса обработанной детали в момент выхода из нее последних калибрующих зубьев протяжки и тем самым устраняет повреждение обработанной поверхности и поломку зубьев инструмента. Форма концевого направления может не соответствовать профилю обработанного отверстия. Так, концевое направление может быть цилиндрическим не только для круглого, но и для квадратного, многогранного и шлицевого отверстия. У одношпоночных и наружных протяжек нет концевого , направления. Длина концевой направляющей части /, = (0,5-0,75) /, но не более 60-70 мм. Диаметр концевого направления равен номинальному диаметру обрабатываемого отверстия, допуск на изготовление выполняется по посадке /7. . Для длинных и тяжелых протяжек, работающих на горизонтально-протяжных станках, за концевой направляющей делается цапфа, которая в скользящем люнете поддерживает протяжку от провисания. Выглаживающие зубья. Для обработки круглых отверстий высокой точности и низкой шероховатости, от которых требуется повышенная износостойкость, применяют комбинированные протяжки, которые имеют еще и выглаживающие зубья (как правило, из твердого сплава). Их в виде колец или общего блока насаживают на цилиндрическую выточку протяжки и располагают за концевым направлением. Число выглаживающих зубьев выбирают от 1 до 5 в -зависимости от точности, шероховатости отверстия и качества обрабатываемого материала. Выглаживающие зубья сферические или двусторонне конические с цилиндрическим пояском посередине. Они не режут, а уплотняют поверхностный слой вследствие пластического деформирования, в результате чего повышается износостойкость детали. Припуск на диаметр под выглаживающую часть протяжки небольшой 0,05-0,1 мм. Он распределяется между зубьями неравномерно. От первого выглаживающего зуба до последнего натяг, т. е. толщина деформируемого слоя, уменьшается. Диаметр последнего выглаживающего зуба берется по максимальному размеру 68 заданного отверстия.-Затем после пробного прохода он доводится до нужного диаметра. При наличии выглаживающей части протяжки диаметр чистовых и калибрующих зубьев уменьшается на величину натяга, оставляемого под выглалшвание. Шаг выглаживающих зубьев такой же, как и калибрующих. После выглаживающих зубьев также делается концевое направление, но более короткое, чем после калибрующих зубьев. Оно тоже насадное и закрепляется в конце протяжки гайкой. ПРОЧНОСТЬ ПРДТЯЖЕК Протяжки работают на растяжение, поэтому их рассчитывают ia прочность при растяжении от основной составляющей силы резания Р, направленной вдоль оси протяжки. Условие прочности протяжки выполняется, если <1ст], (4.13) где о - нормальные напряжения, возникаемые в опасном сечении протяжки; Pj max - наибольшая сила резания при протягивании; Fmia - наименьшая площадь поперечного сечения протяжки; [а]- допускаемое напряжение на разрыв. Сила резания при протягивании шах = Ср&аУ2п,ахуио. (4.14) где Ср- - коэффициент, зависящий от обрабатываемого материала и формы протяжки; b - ширина срезаемого слоя, равная длине периметра или длине окружности чернового режущего зуба, имеющего наибольший диаметр; а - толщина срезаемого слоя; у - показатель степени; Zmax - максимальное число зубьев, одновременно находящихся в работе, гах--+1; Ку, Кп, Кс - поправочные коэффициенты соответственно на передний угол, на изнашивание зубьев и на СОЖ. Коэффициент Ср представляет собой единичную силу, приходящуюся на 1 мм площади сечения срезаемого слоя. Давление резания зависит и от толщины срезаемого слоя а. Чем меньше толщина срезаемого слоя, тем больше давление резания. Зависимость давления резания от толщины срезаемого слоя при протягивании показана на рис. 4.5. . Значения коэффициента Ср и показателя степени у приведены в табл. 4.2. Поправочные коэффициенты для измененных условий резания можно принимать следующие: /Су = 1, если у ~ 10°, Изменение переднего угла на 1 приводит к изменению силы резания на 1-1,5%. Для острых протяжек /Си = 1 и для затупившихся Ка = 1.15. При, обработке сталей Ко = U если применяется сульфофрезол или эмульсия; Кс = ,0,9, если применяется растительное масло.
|
||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


