

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 [ 83 ] 84 85 б. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ ПЛАВНОСТИ РАБОТЫ Плавность работы передачи характеризуют составляющие кинематической погрешности, периодически повторяющиеся за один его оборот. Показатели плавности работы зубьев для степени точности 3-8 устанавливаются в зависимости от коэффициента осевого перекрытия ер, равного 1,25-3,0, для степеней точности 9-12 независимо от ер. Плавность работы имеет важное значение для высоко-нагруженных и скоростных зубчатых передач, так как многократно повторяющиеся погрешности за оборот колеса вызывают неравномерность вращения, шум и вибрации. Циклическая погрешность колеса /Лг - составляющая кинематической погрешности колеса, многократно повторяющаяся за его оборот. Циклические погрешности, обычно возникающие при зубофрезеровании широких косозубых колес, вызывает появление волнистости по профилю и направлению зуба. Волнистость измеряется волномером при перемещении его вдоль зуба. Погрешность профиля зуба fj. Теоретически правильная эвольвента представляет собой прямую линию (рис. 139, б), практически профиль зуба имеет ртклоиеиия от прямой линии плюс или минус или имеет корригированную форму. Погрешности профи.тя выражаются в виде отклонения от прямой линии. Измерение эвольвентного профиля осуществляется на эвольвентомерах и комбинированных приборах для контроля профиля и направления зуба (рис. 139, а) путем сравнения теоретической или корригированной формы профиля с практически полученной на приборе. Проверяемое колесо 2 устапавливаетси на 0Д1ЮЙ оправке с обкатным диском 1, равным дяаметру основной окружности проверяемого колеса. При перемещении линейки 4, находящейся с ней в контакте диск I будет вращаться вместе с качесом 2. На каретке с линейкой 4 установлен нз.мерительпый наконечник 3, который, соприкасаясь с профилем зуба, реги* стрирует отклонения от теоретической эвольвенты и записывает их на график. На рис. 139, б показан график с модифицированной эвольвентой на головке зуба. Эвольвентомеры изготовляют двух типов: эвольвентомеры со сменным диском обката, диаметр которого равен диаметру основной окружности проверяемого колеса. Эти приборы проще и надежнее в работе, их используют при большом выпуске в цеховых условиях.Уннверсальные приборы, не требующие специальной оснастки, используются для измерения в лабораторных условиях и при небольших партиях колес. Шаг зацепления (основной шаг) /рьг - расстояние между двумя параллельными плоскостями, касательными двум соседним одноименным профилям зубьев. Основной шаг измеряется шагомером станкового нли накладного типа. Перед измерением прибор устанавливают на номинальный размер основного шага. Сшибка на правления sySa  зуба ~ эвольвента Иожка зуба 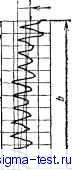 б) Б) Рнс. 139. Схема измерения профиля и направления зуба Контролируется разность между действительным и номинальным шагом зацепления (см. рис. 137, в). Отклонение окружного шага [р(г определяется как наибольшая разность между двумя любыми соседними окружны.ми шагами ста!1ковыми и накладными шагомерайгШ. Индикатор устанавливают иа нуль на первой паре зубьев, отсчеты иа последуюш.их парах являются относительными к первому отсчету. Колебание измерительного межосевого расстояния на одном зубе /J, определяется иа приборах для комплексного двухпрофильного контроля (рис. 138, а) как колебание измерительного межосевого расстояния не за полный оборот колеса, а на одном зубе (рис. 138, б). 6. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ КОНТАКТА ЗУБЬЕВ Фор.ма и расположение пятна контакта на зубьях сопряженных колес имеют существенное значение не только для нагруженных передач с целью повышения их долговечности, но и для передач, которые должны работать плавно и бес- Шу.\1П0. Погрешности направления зуба fpr (см. рис. 137, г). Контролируются на приборах-ходомерах или комбинированных приборах для измерения эвольвенты и направления зуба (рнс. 139, а). Прн измерении направления зуба на комбинированном приборе одновременно с вращением проверяемого колеса 2 измерительный наконечник 3 с кареткой перемещается вдоль оси колеса. Взаимосвязь между вращение.! м всрт!1кол!-Нь:-,! нсремещемием измерительного узла определяется углом наклона линии зуба. При перемещении измерительный наконечник воспроизводит фактическую вм.нтовую линию, которая сравнивается с теоретической винтовой линией колсс.ч. Погрешность направления зуба опредатяется как сроднее зпачсгше (рнс. 1.39, с). Контроль пятиа контакта па зубьях проверяемого колеса осуществляется взаимно; ! обкаткой в паре с сопряжен!Н1м илн измерительным катссом на кон-тролыю-обкатном станке па номинальном межосевом расстоянии при неболь-шо.м тор.можегпш. Для нагруженных пе)сдач длину контакта вьйирают короче, чем для малопагруженных. Г]ятно контакта должно располагаться в центре, одинаково па всех зубьях с отрывом по длине п высоте профиля (рис. 137, е). Правильная модификация зуба будет удерживать вы.ход пятна контакта на кромке зуба под нагрузкой. Неправильные контакты вызывают повышенный шум и сокращают срок службы передачи. 7. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ БОКОВОГО ЗАЗОРА В ПЕРЕДАЧЕ Боковой зазор / - наименьшее расстояния по нормали между нерабочи .hi профилями зубьев двух сопряженных ko.icc на номинальном межосевом расстоянии. Врлнчнна гарантированного зазора / , ,щц выбирается видом сопряжения. 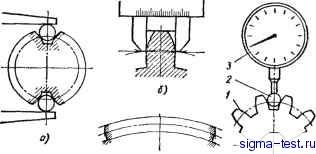 Рис. 140. Схема измерения толщины зуба: по двум роликам; б - зубомером; в - микрометром одновременно несколько зубьев! г - иидикахором по глубине впадины Боковой зазор окончательно изготовленной пары обычно определяется на контрольно-обкатном станке на номинальном межосевом расстоянии с помощью индикатора. Измерение производят на четырех равнорасположенных по окружности зубьях, разница между наименьшим и наибольшим значением будет соответствовать колебаикю бокового зазора в паре. Толщина зуба£с, (рис. 140, б). Отк-аонекне толщины зуба от заданного размера измеряют различными методами в зависимости от величины требуемого бокового зазора между зубьями в передаче. При широком допуске на боковой зазор применяют три метода. Кромочным зубомером (рис. 140, б) измеряют хор-дальную толщину зуба от окружности выступов на расстоянии высоты головкн зуба до хорды. Измерение микрометром расстояния по двум роликам (шарикам), установленным во впадины двух диаметрально расположенных зубьев (рис. 140, а), и измерение расстояния между боковыми поверхностями профилей двух и более зубьев с помощью микрометра (рис. 140, в) обеспечивают более точное измерение толщины зуба, так как здесь исключаются погрешности заготовки. Если зубчатая передача работает с минимальным боковым зазором, то размер зубьеп контролируют с установкой проверяемого колеса от оси вращения, чтобы учесть эксцентричность (рис. 137, д) и другие погрешности. Толщину зуба в этом случае можно измерить двумя методами. Первый аналогичен измерению радиального биения. Колесо 1 (рис. 140, г) устанавливают по отверстию на оправку, измерительный наконечник 2 последовательно вводят во впадины между зубьями, а индикатор 3 фиксирует глубину захода. Установка индикатора производится по отмеченной впадине зуба. Другой метод - приборами комплексного двухпрофильного контроля в паре с измерительным колесом. Толщина зуба определяется ко.тебанием межосевого расстояния за один оборот.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


