

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 [ 82 ] 83 84 85 45. Основные комплексы контроля цилиндрических зубчатых колес (ГОСТ 1643-81)
Продолжение табл. 45
точности, более точные колеса имеют первые номера, менее точные последние. Для степеней точности 1 и 2 допуски еще не разработаны. Каждая степень точности содержит три нормы; кинематической точности, плавности работы и контакта зубьев в передаче, а также шесть видов сопряжений и восемь видов допусков на боковой зазор. Стандарт допускает комбинирование степенями точности по трем видам норм с определенными ограничениями. Каждая группа норм точности (кинематическая, плавности работы и пятна контакта), а также сопряжение по боковому зазору имеют несколько комплексов (табл. 45), которые являются равноправными. Для контроля зубчатых колес завод-изготовитель может выбирать комплексы, исходя из условий работы передачи, требуемой точности измерительных средств, размеров колес и т. д. На рис. 137 приведены типовые погрешности зубьев зубчатых колес. Профильная толщина Правильная зВсльВента Правильный шаг НепраВиРыЩ! Тйаг iliffpepeiiiHoemi шага 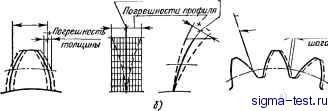 + 0- Неправильный зуб Правильный Погрешность угла угол наклона/ шаги Неправильный угол наклона Правильный зуб  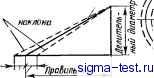 Погрешности шага шаг динтоВой пинии г) Оптипальный контакт Неправильные контакты Рис. 137. Типовые погрешности зубьев цилиндрических колес 4. КОНТРОЛЬ ПОКАЗАТЕЛЕЙ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ Кинематическая погрешность колеса f определяется как наибольшая погрешность угла поворота проверяемого колеса за один оборот сточным зубчатым колесом на приборе в однопрофильном зацеплении. Однопрофильный контроль фиксирует комплекс ошибок, находящихся в зубчатом зацеплепнн, которые периодически повторяются один раз за каждый оборот колеса и приводят к периоди-ческо.му ускорепию или замедлению кинематической цепи станка илн прибора. Накопленная погрешность окружного шага Fpr может определяться по результатам измерения окружного шага по всей окружности колеса или путем автоматического из.мерекия и записи диаграммы, из которой определяется накопленная погрешность и разность шагов. Радиальное биение зубчатого венца Frr контролируется на приборах-биение-мерах. Измерительный наконечнике последовательно под действием пружины вводят во впадины зубчатого венца / до соприкосновения с боковыми поверхностями зубьев (см. рис. 140, г). Радиальное смещение наконечника фиксируется индикатором 3. Величина радиального биения зубчатого венца определяется как наибольшая разность показаний индикатора. Колебание длины общей нормали Fj,\r- Длина общей нормали - это расстояние между двумя параллельными плоскостями, касательными к двум разноименным профилям зубьев (см. рис. 140, е). Колебание общей нормали определяется как разность между наибольшей и наименьшей длиной общей нормали одного колеса. Контроль длины общей нормали осуществляется нормалемерами и микрометром с тарельчатыми измерительными поверхностями. Колебание измерительного межосевого расстояния за оборот колеса f измеряют на приборах комплексного двухпрофильного контроля (рис. 138, с). Проверяемое колесо / находится в плотном зацеплении с измерительным колесом 2 под небольшим давлением пружины 4. При взаимном обкате вследствие погрешностей проверяемого колеса происходит изменение межосевого расстояния А, Индикатор 3 фиксирует смещения одного из колес. Разность между наибольшим и наименьшим межосевым расстоянием при повороте колеса на полный оборот характеризует колебание измерительного межосевого расстояния (ИМР) за оборот. На величину ИМР оказывают суммарное влияние погрешности профиля шага, радиальное биение, размер по толщине зуба и т. д. Измеряемые параметры при двухпрофильном контроле показаны на графике рис. 138, б. При оценке качества проверяемого колеса большое влияние оказывает точность измерительного колеса, которая уменьшает илн увеличивает его погрешности, поэтому неточность измерительного колеса необходимо учитывать.
Наибольшее Забоина Один oScpom колеса. Рис. 138. Измерение колебания измерительного межосевого расстояния; а - схема прибора; б - диаграмма записи погрешностей при комплексном Дпуилрофиль- ном контроле
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


