

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 [ 79 ] 80 81 82 83 84 85 ности зубьев. Если абразивные зерна слишком крупные, то поверхность зубьев после притирки будет грубой. При применении крупных абразивных зерен следует тщательно контролировать обработку зубьев во избежание чрезмерной притирки и изменения базового расстояния шестерни. Для притирки зубчатых передач с окружным модулем 2,5- 4,5 мм целесообразно применять абразив зернистостью 3. Передачи легковых автомобилей притираются абразивными зернами размером 3-4, а передачи грузовых автомобилей и тракторов 5-6. Масло, входящее в абразивную смесь, должно поддерживать абразивные зерна во взвешенном состоянии, свободно протекать через насосную систему станка и легко смываться с зубьев водным раствором. Этим требованиям в полной мере отвечает масло СЭЛ-1. В качестве первоначальной пропорции абразивной жидкости можно принять 2,7 кг абразива и 3,8 л масла. На операцию притирки зубьев припуск практически не оставляют. Если после зубонарезания на поверхности зубьев нет глубоких рисок, то притиркой может быть достигнута шероховатость Ra = 12 мкм. Во время притирки абразивные зерна разрушаются, теряя свои режущие свойства, поэтому необходимо периодическое добавление новой абразивной жидкости. В массовом и крупносерийном производстве абразивную жидкость целесообразно добавлять после притирки 20-30 зубчатых пар. Абразивную жидкость принято направлять на колесо, причем благоприятные условия для притирки создаются при положении подающей трубки в промежутке между точками 2 н 3 (рис. 133, г) на расстоянии около 20 мм от зубчатого венца. Если применяются две подающие трубки, то их следует устанавливать в точках / и 2. Боковой зазор во время притирки должен быть на 0,05- 0,07 мм меньше минимального чертежного зазора, чтобы избежать интерференции верхней кромки зуба при работе пары в собранном механизме. Если зубчатые пары собираются с малым боковым зазором, то время притирки по возможности ограничивают. Время притирки зависит от многих факторов, главные из них: характеристика абразивной жидкости, величина тормозного момента, геометрические параметры зубчатой пары, твердость поверхности зубьев. Ориентировочное время притирки конических передач с криволинейными зубьями 2-5 мин, гипоидных передач легковых автомобилей 4-6 мин, гипоидных передач тяжелых грузовиков 8-12 мин. Если зубчатые пары после притирки имеют неудовлетворительное качество, то они могут быть подвергнуты повторной притирке с изменением наладки станка. Время повторной притирки должно быть сокращено вдвое. Пятно контакта при притирке конических передач вследствие наличия только профильного скольжения имеет тенденцию к сужению и располагается вдоль линии делительного конуса, что требует ограничения времени притирки. У гипоидных передач на 43. Основные технические характеристики зубопритирочных станков
поверхности зубьев наряду с профильным имеется продольное скольжение, поэтому при их притирке пятно контакта имеет склонность к расширению по высоте профиля. Правильно выбранный тормозной момент во многом определяет эффективность процесса притирки. При небольшом тормозном моменте уменьшается действие абразивной жидкости и увеличивается продолжительность притирки. Слишком большая тормозная нагрузка способствует чрезмерной притирке профиля и повышенному уровню шума, увеличивает ширину и длину пятна контакта, перемещая его ближе к носку зуба. Опти.мальной величиной является давле1!пе 5-10* Па, создаваемое на поверхностях зубьев сопряженных колес. Для устранения пятна контакта, расположенного в виде узкой плоскости на вершине головки зуба, чистовое нарезание зубьев шестерни с передаточным числом пары 2 : I и выше производят резцами со специальным утолщением на головке. Притирка зубьев выполняется на специализированных зубопритирочных станках, основные технические пара.\1етры которых приведены в табл. 43. 4. ЗУБОШЛИФОВАНИЕ КОНИЧЕСКИХ КОЛЕС Зубоншифование гипоидных и конических колес позволяет получить закаленные зубчатые передачи высокого качества (5- 6-й степени точности ГОСТ 1758-81). Шлифование зубьев является трудоемкой операцией, производительность и качество которой в значительной степени зависит от точности предварительной обработки и величины припуска (обычно 0,1-0,2 мм на сторону). Для повышения стойкости шлифовальных кругов и уменьшения опасности появления прижогов и микротрещин шлифование зубьев производят с обильны.м охлаждением (минеральное масло или сульфофрезол). Зубошлифование прямозубых конических колес производят методом обкатывания двумя способами. Наиболее распространен способ шлифования зубьев кони- 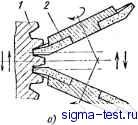 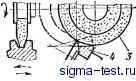  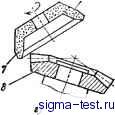 Рис, 134. Способы шлифования зубьев конических колес: а наклонными шлифовальными кругами; 6 - дисковым кругом; в - чашечно-цилвн-дрическим кругом; г - чашечно-коническим кругом ческими поверхностями двух наклонных шлифовальных кругов 2, совершающих возвратно-поступательное движение вдоль зуба (рис. 134, а). При этом способе площадь контакта абразива с поверхностью зубьев 1 очень мала, охлаждающая жидкость имеет свободный доступ в зону резания. Благоприятные условия резания позволяют избежать прижогов на поверхности зубьев. В качестве материала для шлифовальных кругов чаще всего применяют белый электрокорунд с твердостью МЗ-СМ1 и зернистостью 16-25. Окружная скорость кругов 30-35 м/с, а скорость их перемещения вдоль зуба 5-7м/мин. Периодичность правки шлифовальных кругов 2-5 раз в течение обработки зубчатого колеса. Другой способ - шлифование прямозубых конических колес одним дисковым шлифовальным кругом S, который кроме вращения получает продольное перемещение вдоль зуба колеса 4 (рис. 139, б). Как правило, каждую сторону зуба колеса шлифуют отдельно, только при постоянной ширине дна впадины производят одновременное шлифование обеих сторон зубьев. Конические колеса с модулем менее 1,5 мм шлифуют из целой заготовки. Этот способ требует применения специальных кругов и обильного подвода СОЖ в зону резания. Окружная скорость шлифовального круга 20-22 м/с. Гипоидные и конические колеса с круговыми зубьями шлифуют методом обкатки, чаще всего чашечно-цилиндрическими шлифовальными кругами, осевое сечение которых подобно зуборезным
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


