

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 [ 75 ] 76 77 78 79 80 81 82 83 84 85 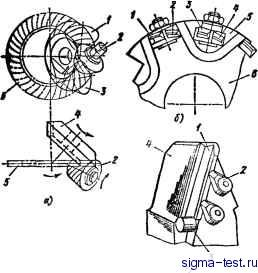  Рмс. 128. Нарезание зубьев методом непрерыЕнсго деления (метод фирмы Klingelnberg): а - схема нарезания зубьев червячными фрезами; б - разъемная резцовая головка; - схема нарезания убь В раз-ьемпыми резцовыми го.повкамн; г - регтсц с твердосплавной пластиной кетсдом врезания неразъемными резцовыми головками. Чистовую обработку производят разъемными резцовыми головками методом сбкатыьа1-ия. Для обработки зубьев полуобкатных передач в условиях массового производства фирма Klingelnbcrg разработала метод Zyklornet Гипоидные и конические зубчатые колеса с циклоидальной линией зубьев с окружшлм модулем 1,5-45 мм нарезают на зуборезных станках мод АМК250, АМК630, АМК859, AM <: 1600. В последние годы фирма KHngelnberg разработала новый метод изготовления закаленных крупномодульиых гипоидных и конических колес с циклоидальной линией зубьев взамен трудоемкого зубошлифования г:лн притирки. Обработку зубьев закаленных колес с внешним диаметром до 1600 мм производит иа упнверсаль-пол! зуборезном станке мод. АМК1601 специальной твердосплавной резцовой головкой. Головка неразъемного типа имеет три группы резцов, в каждой из которых по три резца - наружный, внутренний и средний. Твердосплавный резец (рис. 128, г) состоит из твердосплавной пластины 1 и резцедержателя 4, к которому пластина прикреплена винтами 2. Перемещение пластины ограничивает палец 3. Режущая кромка твердосплавной пластины заточена под углом 15°. У закаленных колес резцы обрабатывают только боковые поверхности зуба и не касаются дна впадины. За один рабочий ход cim-мают припуск не более 0,1 мм. Более высокое качество достигается при обработке зубьев в два рабочих хода. Скорость резання V = 15ч-20 м/мин. Метод изготовления закаленных крупномодульных колес твердосплавными резцовыми головками расширяет область применения точных зубчатых колес во многих отраслях машиностроения. ГЛАВА XI ЗУБОХОНИНГОВАНИЕ И ЗУБОШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС Зубохонингование и зубошлифование являются процессами чистовой обработки закаленных цилиндрических зубчатых колес с прямыми и косыми зубьями с внешним и внутренним зацеплением. 1. ОТДЕЛКА БАЗОВЫХ ПОВЕРХНОСТЕЙ Если зубья не шлифуются, то точность зубчатого колеса в основном определяется точностью обработки базовых поверхностей. У колес-валов базовые поверхности (шейки, торцы) после термической обработки шлифуют при установке в центрах, которые перед шлифованием зачищают и удаляют забоины. Точные зубчатые колеса - валы правят на прессах с высокой точностью. У колес-дисков базовые отверстия и опорный торец обрабатывают за один установ на виутришлифовальных станках в кулачковых и мембранных патронах. Кулачковые патроны используют в единичном и мелкосерийном производстве, они допускают обработку зубчатых колес с большим диапазоном диаметров. В массовом и серийном производстве применяют мембранные патроны (рис. 129, а), обеспечивающие более точную и быструю установку заготовки. Базой при установке колеса в патрон служит делительная окружность зубьев и торец ступицы или зубчатого венца. Перед установкой колеса / во впадины зубьев закладывают ролики 3 с сепаратором 2. Затем колесо вместе с сепараторам вставляют в патрон до упора в пальцы 6. В это время кулачки 4 под действием мембраны разжаты. Шток 9 пневмоцилиндра нажимает на торец мембраны 8, которая упруго прогибается и разжимает кулачки. При отводе штока назад мембрана возвращается под действием сил упругости в исходное положение. Кулачки сближаются и зажимают обрабатываемое колесо через ролики с одновременным поджимом к пальцам 6. Посадочное гнездо и опорный торец планшайбы 7 шлифуют непосредственно на станке с высокой точностью по размеру патрона с плотной посадкой. Внутренний диаметр кулачков 4 и опорные торцы пальцев 6 также шлифуют непосредственно на станке с установочным кольцом 5. Радиальное биение кулачков 4 не более 0,015 мм, торцовое биение пальцев 6 не более 0,01 мм. 8 235 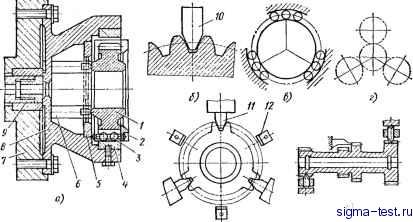 Рис. 129. Схема закрепления цилиндрических колес в патронах при шлифовании базовых поверхностей Различные виды базирования цилиндрических колес приведены на рис. 129. Размеры ролика или клинового пальца 10 выбирают такими, чтобы они контактировали в зоне делительной окружности (рис. 129, б). При ручной загрузке ролики группируют по три-четыре под каждый кулачок (рис. 129, в), в случае автоматической загрузки ролики вводят во все впадины зубьев. Для ручной и автоматической загрузки широко применяют мембранные патроны с тремя клиновыми пальцами (рис. 129, д), планки 12 ориентируют заготовку при установке в патрон. Колеса с маленьким диаметром устанавливают по делительной окружности и торцу в патроне по трем зубчатым колесам (рис. 129, г). Когда у блочных зубчатых колес отверстия с обоих торцов шлифуют одновременно, применяют мембранные патроны двойного действия с клиновыми пальцами. Установка производится по крайним зубчатым венцам (рис. 129, ё). При шлифовании одного отверстия в блочном колесе зубчатый венец со стороны шлифуемого отверстия центрируют в мембранном патроне по делительной окружности, противоположный торец устанавливают по центровой фаске или по отверстию. Установка блочного колеса по центровым фаскам удобна при шлифовании отверстий с поворотом заготовки. 2. ЗУБОХОНИНГОВАНИЕ Зубохонингование является высокопроизводительным методом, который применяется для уменьшения шероховатости поверхности шевингованных зубчатых колес до Ra = 1,25-0,32 мкм, снижения уровня шума на 2-4 дБ, удаления небольших забоин
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


