

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 [ 71 ] 72 73 74 75 76 77 78 79 80 81 82 83 84 85 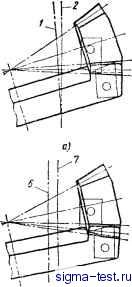 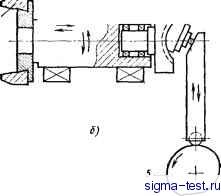 Рис. 126. Нарезание полуобкатных передач: а - расположение осей резцовых головок при на-резаини передач Formate; б - механизм дополнительного осевого перемещения резцовой головки; е - расположение осей резцовых головок при нарезании передач Helixform Комбинированным методом можно нарезать обкатные передачи на зуборезных станках мод. 641, 645, 650, 655 и ZFTKK 500/2 W. Методом копирования производят чистовую обработку зубьев колес полуобкатных передач в крупносерийном и массовом производстве. Во время обработки заготовка S неподвижна (рис. 125, г). Резцовая головка-протяжка 7, вращаясь вокруг своей оси, благодаря последовательному изменению радиального расположения резцов за один оборот обрабатывает впадину зубьев колеса. Деление заготовки на один зуб производят во время прохождения безрезцового участка головки. Обработку зубьев методом копирования производят на специальных зубопротяжных станках, имеющих повышенную жесткость и короткую кинематическую цепь. Производительность зубопротяжных станков в 3-5 раз выше станков, работающих методом обкатывания. Точность обработки методом копирования выше на 10-20 %, чем при обкатывании. Стойкость инструмента также выше в 2-3 раза. При обработке методом копирования колес полуобкатных передач резцовая головка-протяжка совершает только вращательное движение. Оси резцовых головок для нарезания зубьев шестерни / и колеса 2 (рис. 126, а) не параллельны друг другу, в результате чего возникает диагональное расположение пятна контакта на зубьях, которое в значительной степени ухудшает эксплуатационные свойства передачи. Основное отличие между методами нарезания полуобкатных колес Formate и Helixform заключается в дополнительных осевых перемещениях резцовой головки 3 совместно с инструментальным шпинделем 4 от кулачка 5 (рис. 126, б). При прохождении каждого резца во впадине зуба колеса резцовая головка-протяжча перемещается в осевом направлении и быстро возвращается в исходное положение до входа во впадину следующего резца. В результате комбинации вращательного и возвратно-поступательного движения головки резцы перемещаются касательно плоскости впадин зубьев колеса, оси резцовых головок для шестерни 6 и колеса 7 (рис. 126, в) параллельны между собой. Основное преи.мугцество полуобхатных передач Helixform состоит в том, чго на их зубьях нй образуется .диагональное расположение пггн?. контакта. Пяти.) контакта ц.мсет прямоугольную форму, ог.о более устокчир.о к смещениям монтажа под нагрузкой, неточностям изготовления к cjook-.i. 3. ТЕХНОЛОГИЧЕСКИЕ СПОСОБЫ НЛ1>ЕЛЛНИЯ ЗУЬЬЬВ Различают несколько технологических спссобов чисгсвого нарезания зубьев гипоидных и конических колес. Двойной двусторонний способ - обе стороны зубьев колеса и шестерни обрабатывают одновременно из целой заготовки. Не-обходи.мо только две резцовые головки: одна - для шестерни, другая - для колеса. Ширина дна впадины зубьев шестерни и колеса постоянная по длине, заготовки имеют специальную форму. Для устранения диагонального расположения пятЯа контакта зуборезные станки 5П23А и станки мод. 102, 106, 108, 641 и 645 снабжают механизмом винтового движения. Под винтовым движением понимают пере.мещение обрабатываемой заготовки вдоль своей оси, согласованное с качанием люльки. Винтовое движение обеспеч1шает необходимое изменение угла профиля по длине зуба, его используют в основном при нарезании зубьев шестерни из целой заготовки. Этим способо.м может быть достигнута точность 7-9-й степеней (ГОСТ 1758-81). Двусторонний способ, когда обе стороны впадин зубьев выпуклую и вогнутую нарезают одновременно двусторонней резцовой головкой. Ширина дна впадины зубьев постоянная, она определяется шириной развода резцов головки. Двусторонний способ широко применяют для нарезания зубьев колеса в массовом и серийном производстве с точностью 6-8-й степени. Односторонний (поворотный) способ - каждую сторону зубьев нарезают в отдельности двусторонней резцовой головкой, развод которой меньше ширины дна впадины. После обработки одной стороны зуба расцепляют кинематическую цепь сганка и поворачивают заготовку вокруг своей оси для нарезания противоположной стороны зуба. Для каждой стороны зуба требуется отдельная наладка станка. Производительность обработки при это.м способе невысокая. Применяют его для нарезания зубьев шестерни и колеса в мелкосерийном производстве, а также для колес с большой шириной зубчатого венца для устранения одновременного участия в резании наружных и внутренних резцов. Точность обработки 8-9-я степени. Способ постоянных установок, когда обе стороны зубьев нарезают в отдельности односторонними резцовыми головками: вогнутую сторону - головками с наружными, а выпуклую - головками с внутренними резцами. Требуются различные наладки станка для нарезания каждой стороны зуба. Ширину внадины зуба контролируют приспособлением для разделения припуска. Этот способ применяют в основном для нарезания зубьев шестерен высокого качества (6-8-й степеней точности). В массовом производстве для обработки каждой стороны зуба применяют отдельный станок, в серийном производстве нарезание производят на одном станке с переналадкой. 4. РЕЖИМЫ РЕЗАНИЯ Определение рациональных режимов резания способствует достижению высокой производительности станков, требуемого качества изготовления зубчатых колес, снижению себестоимости обработки и сокращению расхода режущего инструмента. При нарезании зубьев методами обкатывания, врезания и комбинированным скорость резания v (м/мин) определяется но формуле 1000 где d oM - номинальный диаметр резцовой головки, мм; п - частота вращения, об/мин. При методе копирования скорость резання япоибО . 60 ~ ют, ~ где - нодача, с/зуб. Основное время (мин) при нарезании гипоидных и конических колес с круговыми зубьями *о ~ 60 где г - число зубьев обрабатываемого колеса. Гипоидные и конические колеса с круговыми зубьями общего назначения с окружным модулем до 2,5 мм нарезают за одну чистовую операцию из целой заготовки, а колеса с модулем свыше 2,5 мм за две операции - черновую и чистовую. Для раздельного чернового и чистового нарезания в табл. 38, 39 указаны подачи
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


