

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 [ 70 ] 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 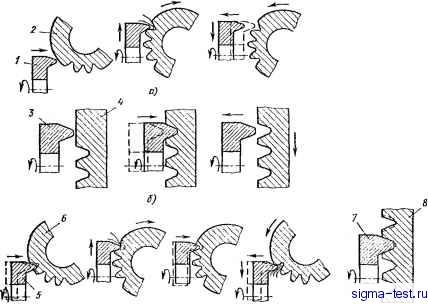 Рнс. 125. Методы нарезания зубьев: а - обкатывания; б - врезания; в - комбинированный; е - копирования НИИ (вверх или вниз). Ширина впадины зубьев постоянная, в результате чего припуск под чистовое зубонарезание неравномерен по длине, у внешнего торца зуба он больше, чем у внутреннего. Новые конструкции зуборезных станков 5С273, фирм.ы Gleason мод. 106 и 116, фирмы Modul мод. ZfTAA 500/21 имеют мехаииз,м двойного обкатывания, который позволяет производить черновую обработку зубьев шестерни при качании люльки в двух направлениях, вверх и вниз. Цикл обработки проходит без потери времени на возврат люльки в исходное положение. Одна сторона зубьев впадины нарезается при качании люльки вверх, другая - при качании люльки вниз с изменением установок станка. Ширина впадины зубьев переменная по длине, на внешнем торце шире, чем иа внутреннем. Этим способом получают равномерный по длине зуба припуск под чистовое зубонарезание в пределах 0,15 мм. Черновое нарезание зубьев шестерни методом обкатывания можно производить резцовыми головками правого и левого вращения, Более высокая стойкость достигается при нарезании зубьев, с попутной подачей, когда направление вращения резцовой головки противоположно направлению линии зуба. Для оптимизации нагрузки на резцы и повышения произво-дительности черновое нарезание можно производить с переменной подачей обката, ускоряя ее в начале и конце резания. Этот метод эффективен при черновом нарезании зубьев шестерен гипоидных передач. Черновое нарезание зубьев шестерен при передаточном числе пары менее 3 : 1 более производительно осуществлять в два этапа: первоначально большая часть металла удаляется врезанием, затем зуб нарезают с обкатыванием. Чистовое нарезание зубьев методом обкатывания производят на универсальных зуборезных станках двусторонними и односторонними резцовыми головками. Двусторонними головками нарезают, как правило, зубья колеса, а односторонними - зубья шестерни. В массовом и крупносерийном производстве конические колеса с шириной зубчатого венца ft > 38 мм целесообразно обрабатывать резцовыми головками с уменьшенным числом резцов, чтобы в резании всегда находился только один резец - внутренний или наружный. Это способствует повышению точности обработки зубьев. Количество резцов К в головке определяют по формуле ir ИОМ COS Рот А <-Ь > где d,iou ~ номинальный диаметр резцовой головки; Р - средний угол наклона линии зуба. При чистовом нарезании зубьев шестерни односторонними головками наибольшая стойкость достигается, когда направление вращения головки противоположно направлению линии зуба. Зуборезные станки мод. 525, 528, 5С280П, 527В, 5С27П, фирмы Gleason, мод. 116, 118, 122 снабжают механизмом модифицированного обкатывания, с помощью которого изменяют скорость обкатки люльки при постоянной скорости вращения заготовки. Замедляя обкатывание люльки в начале резания и ускоряя ее в конце или наоборот, добиваются увеличения снятия припуска на одном конце зуба и уменьшения на другом. Модифицированный обкат применяют для исправления диагонального пятна контакта прн нарезании зубьев шестерни односторонними резцовыми головками. Величины припусков по толщине зуба под чистовое зубонарезание гипоидных н конических колес с круговыми зубьями следующие: Внешний окружной модуль, мм . . 2-3 3-5 5-7 7-10 10-12 12-16 Припуск, мм ... 0,5 0,7 0,8 1,0 1,2 1,4 При нарезании зубьев методом врезания обрабатываемое колесо 4 (рнс. 125, б) неподвижно, а вращающаяся резцовая головка 3 перемещается вдоль оси и прорезает впадину зубьев. В некоторых конструкциях станков вдоль оси перемещается бабка детали. Одновременно обрабатывают обе стороны зуба двусторонними и трехсторонними резцовыми головками, резцы которых копируют свой профиль во впадине зуба. После достижения требуемой глубины резцовая головка отводится, а заготовка поворачивается для обработки следующего зуба. Метод врезания применяют для черновой обработки зубьев колес с углом делительного конуса более 68°. Направление вращения резцовой головки совпадает с направлением линии зуба колеса, резание производится от внутреннего конца к внешнему. В крупносерийном и массовом производстве для этой операции применяют высокопроизводительные специальные станки с короткой кинематической цепью. На станках можно автоматически изменять подачу врезания в зависимости от глубины резания и нагрузки на резцы. Чтобы вершины чистовых резцов не касались дна впадины зубьев, черновое нарезание методом врезания и обкатывания необходимо производить глубже чистового на величину А / = 0,15-ь 4-0,25 мм. У высоконагруженных передач для исключения образования концентраторов напряжений дно впадины зубьев целесообразно обрабатывать резцами дня чистовой обработки, глубину черновой обработки выполняют несколько меньше чистовой. При изготовлении небольших партий полуобкатных передач на зуборезных станках фирмы Gleason мод. 641, 645, 650 и 655 метод врезания двусторонними головками применяют для чистовой обработки зубьев ведомых конических колес. Первоначально врезание производят с небольшой скоростью резания и большой подачей. Когда глубина врезания достигнет 90 % высоты зуба, подача врезания уменьшается, а скорость повышается до скорости чистового резания. Обкатные гипоидные и конические зубчатые колеса с окружным модулем до 2,5 мм нарезают, как правило, методом обкатывания из целой заготовки за один рабочий ход. Комбинированный метод применяют для изготовления обкатных передач с модулем свыше 2,5 мм (рис. 125, в). Заготовку 6 начинают нарезать при расположении люльки ниже центра качания. Вращающаяся резцовая головка 5 врезается в заготовку, подача врезания изменяется в зависимости от глубины резания: в начале она больше, чем в конце резания. Эта часть цикла используется для обработки обкатных шестерен и колес, угол делительного конуса которых превышает 25°. Если угол меньше 25°, то обработку производят обкатыванием без чернового врезания. После достижения определенной глубины врезание прекращается и при качании люльки вверх производится черновое обкатывание с переменной подачей. В крайнем верхнем положении осуществляют врезание на небольшую глубину, подачу обката и скорость реза1Н1Я изменяют до величин, соответствующих чистовому нарезанию. При качании люльки вниз производят чистовую обработку обеих сторон зубьев.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


