

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 [ 63 ] 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 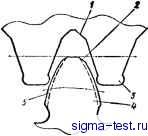 Рис. 115. Форма зуба колеса и червячной фрезы повертывалась во впадине зуба. Чтобы не уменьшить прочность зубьев, величина подрезки зуба колеса червячной фрезой или долбяком с утолщением должна быть на 0,015-0,025 мм больше, чем припуск на сторону зуба 5. В ножке зуба режущего инструмента делается фланкированный участок / для снятия на головке зуба колеса фаски 2 величиной 0,03-0,06 мм, чтобы препятствовать образованию заусенцев при шевинговании и забоин на вершине зуба при транспортировке. Погрешности, возникаемые при шевинговании. Первое зубчатое колесо, изготовленное на вновь налаженном станке или новым инстру-ментом, обычно имеет погрешности, устранение которых отнимает много времени и требует высокой квалификации оператора. Получение хороших результатов дает квалифицированная наладка станка в соответствии с приведенными выше рекомендациями. Большое внимание необходимо уделять точности изготовления базы заготовки, величине припуска, точности колеса перед шевингованием, точности установки и изготовления приспособления и шевера, выбору режимов резания и СОЖ (смазочно-охлаждаю-щая жидкость). Станок должен быть в хорошем состоянии. Повышенное биение центров вызывает погрешности профиля, шага от зуба к зубу, направления зуба и радиальное биение. Торцовое, радиальное и осевое биение шпинделя шевера вызывают погрешности в направлении зуба, профиля и радиальное биение. Наличие зазора в горизонтальных направляющих стола приводит к погрешности шага и конусности зуба. Зазор в вертикальных направляющих кроьштейна стола вызывает погрешности в направлении зуба, шага и профиля. Коническая форма зуба получается в результате непараллельности осей колеса и шевера в процессе резания. Царапины на профиле зубьев колеса являются результатом недостаточной вязкости охлаждающей жидкости СОЖ и содержания в ней частиц стружки. Признаки затупления шевера: изменение эвольвентного профиля - головка зуба колеса становится полнее, ухудшение шероховатости поверхности, увеличение размера зуба, повышенное колебание измерительного межосевого расстояния на одном зубе. Для достижения высокого качества изготовления зубчатых колес отработку геометрии шевера и червячной фрезы необходимо производить одновременно для колеса и шестерни. При опробовании нового инструмента встречаются недостатки, а именно; фреза не обеспечивает необходимой подрезки в ножке зуба, го- 33. Формы пятна контакта
ловка зуба шевера упирается в дно впадины или, наоборот, слишком большая подрезка, которая вызывает уменьшение прочности зуба и степени перекрытия, имеются случаи невьщерживания размера фаски на вершине зуба колеса. Шевера с точно эвольвентным профилем не всегда обеспечивают правильный профиль зубьев колеса, в результате чего пятно контакта располагается на головке или ножке зуба. После изготовления первых деталей производят поэлементный контроль основных параметров как зубьев колеса, так и шестерни. На основании анализа полученных результатов измерения вводят изменения в геометрию профиля зубьев фрезы и диаграмму профиля зуба шевера. Обычно один из шеверов, который обеспечивает лучшее качество зацепления, остается с точно эвольвентным профилем, Такие шевера проще в изготовлении. Другой шевер, для обработки сопряженного колеса, если не обеспечивает требуемого качества по геометрии и уровню шума, подвергается корригированию по профилю зуба. Отметим, что погрешности в направлении длины зуба обычно исправляют изменением угла скрещивания осей, а погрешности профиля - путем корригирования профиля зуба шевера. Погрешности профиля и направления зуба зависимы друг от друга, поэтому их корректировку следует производить одновременно, окончательное решение о их правильности принимают при номинальном размере зубьев колеса. Характерные формы пятна контакта и способы их исправления приведены в табл. 33. 6. ПУТИ ПОВЫШЕНИЯ КАЧЕСТВА В целях достижения высоких результатов при шевинговании необходимо выполнить ряд условий. Чтобы избежать радиального биения и вибрации, заготовка должна иметь достаточный диаметр и длину по отношению к внешнему диаметру.Опорные торцы должны быть параллельны между собой и перпендикулярны оси отверстия и располагаться как можно ближе к зубчатому венцу. Шевингование и зубофрезерование производить от одних и тех же баз. Коэффициент перекрытия при зацеплении шевера с обрабатываемым колесом должен быть не менее 1,6. Для повышения продолжительности зацепления число зубьев колеса должно быть как .можно больше (следует избегать применения зубчатых колес с укороченным зубом). Размер фаски на вершине зуба колеса должен быть как можно меньше. Если возможно, то необходимо увеличить высоту головки на размер фаски. У прямозубых колес с укороченным зубом фаску на вершине зуба делать не следует. При шевинговании прямозубых колес с малым числом зубьев целесообразно применять шевер с максимальным диаметром. После изготовления или заточки поэлементного контроля необходим дополнительный контроль шеверов по точности обрабатываемого колеса. При проектировании блочных колес необходимо предусматривать достаточный зазор между венцами для вы-
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


