

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 [ 61 ] 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 чатого венца менее 20 мм или ступицу, которая ограничивает возвратно-поступательное движение, применяют врезное шевингование. Шевер шире, чем заготовка. Режущие зубчики на зубьях шевера выполняют по винтовой линии. Бочкообразная форма зуба колеса достигается шевером, зубья которого в продольном направлении имеют вогнутость. 4. ВЫБОР ОБОРУДОВАНИЯ Новые зубошевинговальные станки имеют повышенную жесткость, массу и точность. Жесткий корпус станины, отлитый из чугуна заодно с основанием, имеет внутренние ребра жесткости для восприятия динамических и статических сил, возникающих при шевинговании. При выборе нового станка необходимо предусмотреть резерв в модуле, диаметре шевера и диаметре детали по отношению к размерам обрабатываемого колеса. Технические характеристики шевинговальных станков приведены в табл. 32. 32. Основные технические характеристики шевинговальных станков
5. НАЛАДКА ШЕВИНГОВАЛЬНОГО СТАНКА Шевингование является чистовой операцией, которая предназначена для улучшения качества зубчатых колес после зубофрезерования или зубодолбления. Качество изготовления зубчатых колес в значительной степени зависит от наладки шевинговального станка. Наладка должна производиться с особой аккуратностью и квалифицированно. Оператор шевинговального станка должен систематически контролировать размер, точность и шеро-  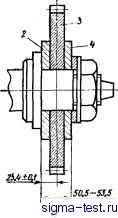 Рис. 113. Методы контроля шевинговального станка: а биенне центров бабок; б ~- параллельность центров направляющим стола; е - осевая установка шевера; е - радиальное и торцовое биение шпинделя шевера; в - биение торца шевера ховатость поверхности на зубьях колеса после шевингования, следить за состоянием шевера, режущих зубчиков и попаданием стружки в канавки. Кроме того, необходимо тщательно контролировать размер шага, профиля, направления зуба и других параметров колеса перед шевингованием. Недостаточный контроль предшествующих операций снижает точность и вызывает чрезмерную нагрузку на шевер, в результате чего шевер быстро изнашивается и появляются повреждения. Установка зажимного приспособления. Размеры установочных поверхностей зажимного приспособления или оправки выдерживают в пределах 0,005 мм. Радиальное биение установочной поверхности и торцовое биение опорной поверхности зажимного приспособления должно находиться в пределах 0,005-0,010 мм Если зубчатое колесо обрабатывается в центрах, то центры пра вой и левой бабок шевинговального станка должны иметь биение не более 0,005 мм (рис. ИЗ, а). Отклонение от параллельности вы соты центров направляющим стола на длине 100 мм оправки 1 должно быть не более 0,003 мм (рис. ИЗ, б). Осевой зазор в подшипниках центров не более 0,003 мм. Биение центров можно про- Vij 7 Калашников с. Н 193 верить как по оправке /, так и непосредственно по конусной поверхности центров. Установка обрабатываемого колеса. Зубчатое колесо должно шевинговаться от тех же баз, которые применялись при зубофрезеровании или зубодолблении. Для колес-дисков базовое отверстие должно быть точным, опорные торцы параллельны между собой и перпендикулярны оси отверстия. Невыполнение первого условия вызывает повышенное радиальное биение, а двух последующих - погрешности в направлении зуба. Колесо со шлицевым отверстием обычно устанавливают от тех же поверхностей, которые используют при сборке - наружный или внутренний диаметр или боковые поверхности шлиц. При шевинговании колес-валов от центровых отверстий необходимо точно выдерживать угол центровых фасок и предохранять их поверхности от забонн и заусенцев, которые вызывают повышенное радиальное биение. Более высокая точность достигается при шевинговании от собственных центровых отверстий. Базирование по отверстию колес-дисков должно осуществляться на точных закаленных оправках с минимальным зазором по скользящей посадке. Беззазорное центрирование заготовки на разжимных оправках обеспечивает более высокую точность. При использовании оправок с ручным зажимом следует применять две одинаковые оправки вместо одной, время на смену детали сокращается примерно на 50 %. Выбор и установка шевера. При нормальных требованиях к профилю зуба (например, для ремонтных работ) одним шевером можно шевинговать зубчатые колеса с различными числами зубьев, если их модуль и угол профиля одинаковые. При повышенных требованиях к уровню шума (зубчатые колеса автомобилей) или для учета деформации после термообработки целесообразно применять отдельный шевер для обработки каждого колеса или небольшой группы колес. Плоскость, проведенная через ось поворота шпиндельной головки, должна проходить через середину ширины шевера. При ус-танове нового шевера шириной 25 мм середина шевера на большинстве моделей станков находится на расстоянии 25,4 мм от торца шпинделя шевера (рис. 113, в). Ширина промежуточных колец 2 и 4 шевера 3 должна составлять не менее чем 50,5 мм и не более чем 53,5 мм. Шевер Должен храниться и транспортироваться в специальной таре, в виде деревянных ящиков. С шевером следует обращаться аккуратно и избегать ударов о твердые предметы, чтобы не повредить зубья. Перед установкой шевера на шпиндель станка необходимо тщательно очистить шпиндель, торцы шевера и промежуточные кольца. Если шевер был в работе, то проверить, нет ли застрявшей стружки в канавках зубчиков. После очистки проверяют биение шпинделя шевера. Радиальное биение посадочного диаметра и опорного торца шпинделя 6 станка с контрподдерж-
|
|||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


