

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 [ 60 ] 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 2. МЕТОДЫ ШЕВИНГОВАНИЯ Применяют четыре основных метода шевингования: параллельное, диагональное, тангенциальное и врезное, которые отличаются между собой направлением подачи, временем обработки и конструкцией шевера. Каждый из методов выбирается с учетом конкретных условий. Параллельное шевингование. При параллельном шевинговании обрабатываемое колесо 1 совершает возвратно-поступательное движение 3 параллельно своей оси (рис. И2, а) и в конце каждого хода перемещается радиально на шевер 2. Последние несколько возвратно-поступательных ходов совершаются без радиальной подачи калибрующие ходы. Ширина зубчатого венца колеса и ширина шевера не зависят друг от друга, поэтому этим методом можно шевинговать колеса практически с любой шириной зубчатого венца. Производительность станка и период стойкости шевера ниже, чем при других методах шевингования. Это объясняется большой длиной хода стола, превышающей ширину зубчатого венца. Точка скрещивания осей находится постоянно в среднем сечении шевера, поэтому в этой зоне он изнашивается значительно быстрее, чем на краях. Параллельное шевингование обычно применяют при ширине зубчатого венца свыше 50 мм, а также в мелкосерийном производстве. Диагональное шевингование. При диагональном шевинговании обрабатываемое колесо 1 совершает возвратно-поступательное движение 3 под диагональным углом е к оси заготовки (рис. 112, б). Ширина зубчатого венца колеса Ь, ширина шевера В, угол скрещивания осей у и угол диагонали е связаны между собой следующим соотношением: Теоретически угол диагонали изменяется от О до 90°, практически его величина находится в пределах 30-60°, а прн угле примерно 40° создаются оптимальные условия для резания и качества обра> 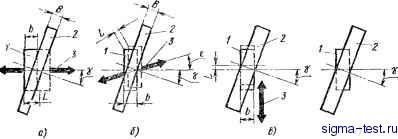 Рис. 112. Схема шевингования: а - параллельное; б - диагональное; е - тангенциальное; г - врезное батываемой поверхности. При угле диагонали до 60° можно использовать стандартные шеверы, при угле диагонали свыше 60° - специальные шеверы со смещенными зубчиками. Преимущество диагонального шевингования, по сравнению с параллельным, состоит в том, что при перемещении заготовки под диагональным углом длина хода стола становится короче, меньше, чем ширина зубчатого венца колеса. При сокращении длины хода стола производительность повышается до 50 %. Длину хода стола L (мм) определяют по формуле , bsmy , р.. L =--г-гЦ-+ (1 - 2)/п . sin (8 -f v) Увеличение расчетной длины хода стола необходимо для врезания и выхода шевера. Другим преимуществом диагонального шевингования является то, что точка скрещивания осей в процессе резания проходит по всей ширине шевера, этим достигается равномерный его износ, а следовательно, более высокая стойкость шевера. Так как ширина шевера завислт от ширины зубчатого венца колеса, диагональное шевингование экономически выгодно применять для колес с шириной венца не более 50 мм. С увеличением угла диагонали и ширины шевера время обработки сокращается. Диагональное шевингование широко применяют в крупносерийном и массовом производстве. Тангенциальное шевингование. При тангенциальном шевинговании продольная подача отсутствует, а имеется лишь подача на глубину перпендикулярно оси обрабатываемого колеса /, диагональный угол равен 90° (рис. И2, в). Шевер 2 должен быть шире, чем зубчатый венец, а режущие зубчики смещены относительно друг друга и расположены по винтовой линии, что заменяет продольную подачу при снятии стружки. При небольшом припуске тангенциальное шевингование выполняется на постоянном межосевом расстоянии за один двойной ход, возможна работа и за несколько ходов стола с радиальной подачей. Длину хода стола L (мм) определяют по формуле L = tg у. Наибольший путь стола составляет ±10 мм от среднего положения, но не менее 6 мм, иначе могут оставаться отпечатки режущих зубчиков на профилях зубьев колеса. Ограничение пути в обоих направлениях необходимо для того, чтобы шевер всегда находился в зацеплении с заготовкой. Этот метод шевингования более производителен, чем перечисленные выше, но шероховатость поверхности несколько хуже. Метод применяют для шевингования узких венцов и блочных колес с закрытыми венцами. Врезное шевингование. При врезном шевинговании подача вдоль оси заготовки / отсутствует, шевер 2 имеет одно движение радиально к заготовке (рис. 112, г). Этот высокопроизводительний метод шевингования осуществляется на специальных станках и предназначен для обработки колес с шириной зубчатого венца не более 40 мм и модулем до 5 мм в массовом производстве. Его производительность в 2-4 раза выше, чем при диагональном шевинговании. Ширина шевера больше ширины зубчатого венца, в продольном направлении зубья шевера имеют вогнутую форму, режущле зубчики расположены по винтовой линии, вся поверхность зуба колеса обрабатывается одновременно. Шевингование с черновой и чистовой подачами. При этом методе первые несколько рабочих ходов совершаются при подаче в 1,5-2 раза больше (черновая подача), чем на последних рабочих ходах (чистовая подача). Число рабочих ходов с черновой и чистовой подачами выбирают в зависимости от требуемого качества, но не менее двух рабочих чистовых ходов. При черновой подаче частота вращения шевера меньше, чем при чистовой, а величина вертикальной подачи наибольшее значение имеет на первом ходе, затем постепенно уменьшается, последние хода обычно выполняют без подачи. При шевинговании с двумя подачами время обработки сокращается до 25 %, в зависимости от выбора числа черновых и чистовых рабочих ходов. Стойкость шевера, выраженная число.м обработанных деталей, повышается приблизительно на 25 % благодаря лучшим условиям резания. Глубина резания при черновой подаче больше - изнашивание меньше, время обработки короче, следовательно, каждая режущая кромка выполняет меньшее число рабочих ходов. Этот метод целесообразно применять как в массовом, так и мелкосерийном производстве. Особенно эффективен он при обработке фрезерованных колес с больпшми подачами двухпроход-ным методом. 3. ШЕВИНГОВАНИЕ ЗУБЧАТЫХ КОЛЕС ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ Колеса с внутренним зацеплением шевингуют на специальных станках или на станках для колес с виешни.м зацеплением, у которых вместо обычной шевинговальной головки устанавливают головку для внутреннего шевингования и применяют приспособление для зажима колеса с внутренним зацеплением. В результате скрещивания осей шевера и колеса при внутреннем шевинговании зубья шевера зацепляются несколько глужбе на концах зубьев колеса, чем в середине. Чтобы избежать интерференции с зубьями обрабатываемого колеса, зубья шевера делают бочкообразной формы, угол скрещивания выбирают небольшим, около 3°. Колеса с шириной зубчатого венца свыше 20 мм обрабатывают методом параллельного шевингования, бочкообразная форма зуба достигается качанием стола с деталью, аналогично шевингованию колес внешнего зацепления. Для колес, имеющих ширину зуб-
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


