

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 [ 51 ] 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 в начале резания фреза устанавливается таким образом, чтобы ее заборная часть слегка касалась окружности выступов обрабатываемого колеса. Затем фреза перемещается вдоль своей оси тангенциально (касательно) к делительной окружности колеса до тех пор, пока ее первый калибрующий зуб с полным профилем не выйдет из зацепления с профилем зуба колеса. Тангенциальная подача требует дополнительного вращения детали посредством дифференциала. Осевая подача должна быть противоположна направ-легщю вращения детали. Производительность метода фрезерования с тангенциальной подачей ниже, чем с радиальной подачей, а точность выше. Метод фрезерования с радиально-тангенциальной подачей (рис. 99, е) состоит в том, что за один установ заготовки производится черновое нарезание зубьев с радиальной подачей. Для обеспечения припуска под чистовую обработку радиальная подача выключается несколько раньше, чем будет достигнута полная высота зуба, затем станок автоматически переключается на тангенциальную подачу для чистового нарезания зубьев. При ради-гльно-тангенциальном методе можно применять фрезы с заборным конусом и цилиндрические фрезы той же длины, как при фрезеровании с радиальной подачей. Метод с радиально-тангенциальной подачей включает в себя более высокую производительность метода с радиальной подачей и лучшее формообразование профиля зуба, характерное для метода с тангенциальной подачей. Тангенциальный путь фрезы при этом методе короче, чем при методе с тангенциальной подачей. Метод обработки фрезой-летучкой обычно применяется в единичном производстве при отсутствии дорогостоящих червячных фрез. Черновое нарезание зубьев колеса осуществляется с радиальной подачей на 0,2 мм глубже полной высоты зуба, а чистовое нарезание - одним резцом с тангенциальной подачей, припуск снимается только с боковых сторон зуба. При обработке точных червячных колес и колес крупного модуля вместо одного в оправке устанавливают несколько резцов. На рис. 99, г показана оправка с тремя резцами: резцы 1 и 2 предназначены для черновой обработки впадин зубьев, а резен 3 - для чистовой. Обработка фрезой-летучкой процесс длительный, однако возможность регулирования резца в оправке по высоте позволяет получзть однородное качество зацепления червячных колес. Пятно контакта, характеризующее качество зацепления червячной передачи, должно располагаться в середине зубчатого венца без выхода на головку, ножку и концы зуба. Качество зацепления зависит от точности изготовления и сборки передачи. Новая фреза с завышенным диаметром дает пятно контакта в середине зуба (рис. 100, а). После переточки фрезы до номинального диаметра пятно контакта располагается на всю длину зуба (рис. 100, б). Фреза е заниженным после переточки диаметром дает   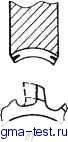 Рис. 100. Форма и расположение пятна контакта иа зубьях червячного колеса, нарезанного фрезой с диаметром: а - завышенным; б - нормальным; в - заниженным неприемлемое пятно контакта, расположенное на концах зуба червячного колеса (рис. 100, в). При сборке очень важно точно соблюдать межосевое расстояние. Червяки червячной передачи обычно подвергаются термической обработке. До термической обработки витки червяка обрабатывают на токарном станке резцами или на специальных станках фрезеруют дисковыми или пальцевыми фрезами. После термической обработки профиль витка червяка шлифуют, а для высоконагруженных и быстроходных передач витки червяка дополнительно полируют для уменьшения шероховатости поверхности на профилях зубьев. Б. ВСТРЕЧНОЕ И ПОПУТНОЕ ЗУБОФРЕЗЕРОВАНИЕ При встречном зубофрезеровании стружка имеет форму запятой, в начале ее толщина минимальная, а в конце - максимальная (рис. 101, а). В начале резания режущие кромки, особенно когда они затуплены, не могут сразу вступить в резание, а скользят по поверхности, уплотняют ее и подвергаются повышенному изнашиванию. Встречное фрезерование рекомендуют для обработки вязких сталей, благодаря сглаживающему действию шероховатость поверхности уменьшается. 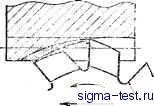  а) f) Рис. 101. Зубофрезерование: а встречное; б - попутное При попутном фрезеровании (рис. 101, б), наоборот, в начале резания толщина стружки максимальная, а в конце - минимальная. В начале резания режущие кромки свободно врезаются в металл и создаются благоприятные условия резания. Период стойкости инструмента повышается на 10-30 %, достигается хорошее качество поверхности зубьев и образуется меньше заусенцев на торцах при выходе фрезы. 6. АВТОМАТИЧЕСКОЕ ПЕРЕМЕЩЕНИЕ ФРЕЗЫ ВДОЛЬ ОСИ В процессе резания зубья червячной фрезы в зависимости от своего расположения относительно оси обрабатываемого колеса нагружены различно. Зубья, находящиеся на входной стороне, нагружены больше, чем на выходной, поэтому на входной стороне зубья изнашиваются больше. Для того чтобы распределить износ по всей длине фрезы по возможности равномернее и таким образом повысить период стойкости инструмента, фрезу необходимо перемещать вдоль своей оси. Существует два способа перемещения: непрерывно-диагональное фрезерование, когда вся длина фрезы используется при нарезании одной детали или целого пакета, и периодическое, в конце нарезания одной или нескольких деталей. Направление периодического перемещения должно осуществляться против направления вращения детали, тогда неиспользуемые зубья фрезы на выходной стороне будут окончательно формировать профиль зуба колеса, а затупленные зубья входной стороны выводятся из резания. Величину периодического перемещения фрезы определяют по формулам. Для фрез со стружечными канавками, расположенными параллельно оси, nqttin cos Vo * Для фрез, стружечные канавки которых расположены перпендикулярно винтовой линии, лдшп cos уо где ш - нормальный модуль, мм; - угол подъема винтовой линии фрезы; i - число стружечных канавок; q - число заходов фрезы. Величина периодического перемещения должна определяться максимально-допустимым износом червячной фрезы, которая зависит от модуля и назначения операции - чистовое зубофрезерование или получистовое - под шевингование. Если при какой-то величине А, полученной расчетным путем, износ фрезы будет мал, то ее следует уменьшить, если же износ фрезы большой, то величину Д необходимо увеличить до получения допустимой величины износа зубьев фрезы.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


