

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 [ 50 ] 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 инструмента. Эффективность этого способа достигается при применении длинных и точных червячных фрез. Широкое распространение получило двухпроводное зубофрезерование колес с модулем более 4 мм. Сущность его состоит в том, что первый и второй рабочие ходы осуществляются последовательно за один установ заготовки. Второй рабочий ход производится при глубине резания 0,5-1,0 мм и повышенных режимах резания. При этом способе обработки повышается производительность и точность, особенно по направлению зуба, создаются лучшие условия для автоматизации и т. д. Американская фирма Gleason создала новый высокопроизводительный метод обработки цилиндрических колес с прямыми и К0СЫ.МИ зубьями. В качестве режущего инструмента применяют острозаточенные резцы, которые установлены в 14-ти резцедержателях, являющихся звеньями замкнутой цепи. Для нарезания прямозубых колес резцы 3, имеющие форму прямоугольных брусков, с прямолинейными режущими кромками устанавливают в один ряд в резцедержателях 2. Общее число составляет 112 резцов (рис. 98). При нарезании прямых зубьев (рис. 98, а) фреза-протяжка 1 с перемещающимися по прямой, параллельной оси обрабатываемых деталей, резцами быстро подводится к пакету заготовок 4, резцы 3 врезаются в заготовки (рис. 98, б) до получения полной глубины зуба. Затем начинается комбинированное движение заготовок - вращение и поступательное движение (рис. 98, в. г) для получения эвольвентного профиля зуба. После чего фреза-протяжка возвращается в первоначальное положение и происходит деление заготовки для обработки следующего зуба (рис. 98, д). Этот цикл продолжается до тех пор, пока не будут нарезаны все зубья. Время одного оборота фрезы-протяжки составляет 3 с, за это время 112 резцов прорезают одну впадину зуба в пакете заготовок. 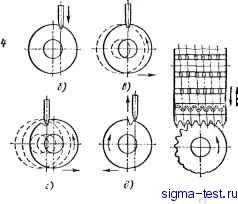 Рис. 88. Схема нарезания цилиндрических зубчатых колес фрезой-протяжкоа при нарезании косозубых колес применяется тоже цепная фреза-протяжка, но державки выполнены в форме реек (рис. 98, е), аналогично зубьям червячной фрезы. Зубья реек смещены относительно друг друга, образуя воображаемый винт большого диаметра с одним или несколькими заходами, который входит в зацепение с обрабатываемым колесом. Рабочий цикл начинается с согласованного вращения обрабатываемого пакета заготовок и фрезы протяжки. Инструмент быстро перемещается в позицию резания, а затем ностепенно врезается на полную глубину зуба. Когда будет достигнута полная глубина зуба, необходимо только один оборот шпинделя обрабатываемого колеса для нарезания всего пакета заготовок одновременно 84 рейками в течение трех секунд. Наибольший диаметр обрабатываемого колеса 355 мм, модуль до 10 мм, угол наклона линии зуба ±45°, наибольшая ширина обрабатываемого пакета заготовок 190 мм. 4. НАРЕЗАНИЕ ЧЕРВЯЧНЫХ КОЛЕС Червячные колеса нарезают на зубофрезериых и специальных станках методом обкатывания. В процессе нарезания зубьев червячная фреза и червячное колесо, вращаясь, воспроизводят зацепление червяка и червячного колеса в собранном агрегате. Выбор метода обработки зависит от качества зацепления червячной передачи. Червячные колеса для червяков с углом подъема винтовой линии до 8° обрабатывают по методу радиальной подачи (рис. 99, а). При большем угле происходит повреждение боковых поверхностей зуба, что вызывает ухудшение пятна контакта. Для больших углов подъема червяков и при обработке фрезами-летуч- 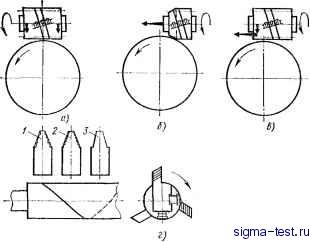
Рис. 99. Методы нарезания зубьев червячных колес ками применяется способ тангенциальной подачи (рис. 99, б). Комбинированный способ радиально-тангенциальной подачи (рис. 99, в) сочетает в себе преимущества обоих способов. В большинстве случаев червячные колеса обрабатывают червячными фрезами в одну или две операции. В качестве отделочного инструмента для червячных колес повып.енной точности применяют червячные шеверы. Шевер представляет собой червяк, на вершине и боковых сторонах которого нанесено большое число зубчиков, которые путем снятия малых стружек улучшают шероховатость поверхности на профилях зубьев колеса. Червячный шевер по диаметру равен сопряженному червяку или несколько больше его, что позволяет стабильно получать оптимальное пятно контакта в середине зубчатого венпа. Для обеспечения правильного зацепления червячной передачи необходимо соблюдать следующие правила: червяк и червячное колесо должны иметь одинаковую форму профиля. Внешний диаметр червячной фрезы должен быть на удвоенную величину радиального зазора больше, а толщина зуба фрезы больше, чем у червяка на величину бокового зазора в передаче. Метод нарезания с радиальной подачей (рис. 99, а) осуществляется на зубофрезерных станках цилиндрической фрезой, ось которой устанавливают горизонтально, сим.метрично оси колеса, в положение оси сопрягаемого червяка. В процессе нарезания фреза подается радиально на глубину зуба. Длина фрезы должна перекрывать поле зацепления. Чтобы зубья колеса были нарезаны полностью по всей окружности, после достижения полной высоты зуба и выключения радиальной подачи, необходим еще один полный оборот детали, прежде чем остановить станок. При радиальном методе фрезерования число огибающих резов, а следовательно, и шероховатость поверхности зависят от числа стружечных канавок на фрезе, числа заходов фрезы и диаметра колеса. Когда диаметр червячного колеса мал и фреза имеет небольшое число стружечных канавок, на профиле зуба колеса остаются широкие поверхности огибающих резов. В этом случае для повышения качества поверхности по окончании радиальной подачи целесообразно применять чистовую обработку тангенциальным или радиально-тангенциальньш способом. Способ с радиальной подачей обладает высокой производительностью и прост в наладке, его применяют для обработки червячных колес невысокого качества. Метод фрезерования с тангенциальной подачей (рис. 99, б) производится на зубофрезерных станках с протяжным суппортом, который сообщает фрезе осевую подачу. В качестве режущего инструмента при.меняют червячные фрезы с заборным конусом или фрезу-летучку. Заборная часть фрезы предназначена для черновой обработки зубьев колеса, а также равномерного распределения износа и уменьшения нагрузки на зубья фрезы. Цилиндрическая Часть производит чистовую обработку зубьев. 6 Калашников С. Н. 161
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


