

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 [ 49 ] 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 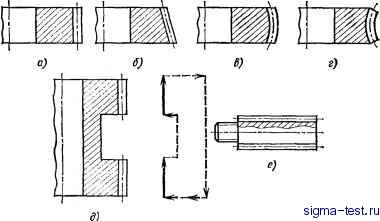 Рис. 95. Зубчатые колеса и шлицевые валы, нарезанные на зубофрезерном станке: о - зуб стандартный; б - зуб конусный; е - зуб бочкообразный; е - червяч) лесо; д - двухвенцовое цилиндрическое колесо; е - шлицевый вал 1ЧН0С ко- разной формы, червячные колеса и червяки, шлицевые валы с различными формами зубьев, звездочки цепных передач и другие детали (рис. 95). Метод нарезания зубьев червячной фрезой экономичен. Червячной фрезой одного нормального модуля и угла профиля можно нарезать прямозубые и косозубые колеса с различным числом зубьев и углом наклона линии зуба. Размер обрабатываемого колеса лимитируется параметрами зуборезного станка. Этот метод применяется для чистового и чернового нарезания зубьев под шевингование и шлифование в массовом и единичном производстве. Качество зубчатого колеса прн зубофрезеровании червячной фрезой определяется точностью и жесткостью зубофре-зерного станка, точностью заготовки, зажимного приспособления, фрезы и правильной их установкой на станке. Прн нормальном ведении процесса можно достигнуть точности 7-8-й степени. При фрезеровании зубчатого колеса 3 методом обкатывания профиль зубьев образуется червячной фрезой / с исходным контуром производящей зубчатой рейки 2 (рис. 96, а). Червячная фреза является червяком, нитки винта разделены продольными стружечны.ми канавками на отдельные зубья с прямолинейным профилем, которые в результате затылования получают задние и боковые углы, необходимые для обработки резанием. Эвольвентный профиль зубьев колеса образуется прямолинейными режущими кромками фрезы в результате их взаимного обкатывания. На рнс. 96, б показано, как следующие один за другим зубья 4 червячной фрезы входят в контакт с зубом 5 обрабатываемого колеса и формируют эвольвентный профиль. Кинематически процесс нарезания зубьев колеса червячной фрезой следует рассматривать как зацепление 4e,jBHKa и червячного колеса. 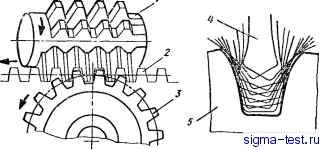 а) 6) Рис. 96. Принцип образования зубьев при нарезании червячной фрезой Принципиальная кинематическая схема зубофрезерного станка показана на рис. 97. Червячная фреза 2 и обрабатываемое колесо / получают вращение от главного электродвигателя 6 через шкивы и систему зубчатых колес. Вращательные движения червячной фрезы и обрабатываемого колеса кинематически связаны между собой и определяются отношением числа заходов фрезы к числу зубьев колеса. За один оборот однозаходной червячной фрезы обрабатываемое колесо должно повернуться на один зуб, при двухзаходной фрезе - на два зуба и т. д. Обрабатываемому колесу / вращательное движение передается через делительную пару 5/9, а червячной фрезе через косозубую цилиндрическую пару 5\4. Червячная фреза кроме вращения имеет возможность перемещаться вдоль своей оси относительно косозубого колеса 5 и осуществлять движение подачи параллельно оси обрабатываемого колеса 1 по шлицевому валу 3. Зубчатые колеса для изменения скорости резания, подачи, деления находятся в узле 7. 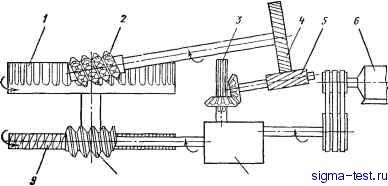 Рис. 97. Схема зубофрезерного станка . МЕТОДЫ НАРЕЗАНИЯ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС Цилиндрические зубчатые колеса внешнего зацепления с прямыми и косыми зубьями нарезают двумя основными методами: копирования и обкатывания. Метод копирования имеет малую производительность и невысокую точность, применяется ограниченно. Наибольшее распространение в промышленности для обработки цилиндрических зубчатых колес имеет метод обкатывания, который обеспечивает высокую производительность и качество изготовления. Для обработки зубчатых колес с обкатыванием существует несколько способов. Наибольшее практическое применение имеет метод зубофрезерования с осевой подачей, который выполняется на обычны.х зубпфрезерных станках с высокими режимами резания. Основным недостатком этого способа является большая длиьа врезания, которая зависит от высоты зуба, диаметра червячной фрезы и угла наклона линии зуба у косозубых колес. Для сокращения длины и времени врезания используют различные пути: нарезание зубьев червячными фрезами небольшого диаметра; одновременную обработку нескольких заготовок (пакета); при угле наклона л!1иин зуба 20° и более используют червячные фрезы с ззборньш конусом, что позволяет не только сократить путь врезания, но и исключить ПОЛО.МКУ зубьев фрезы при врезании; фрезерование с переменной осевой подачей - увеличение подачи на входе и выходе фрезы из заготовки (адаптивный контроль). Последний способ применяют для колес с модулем до 5 мм. С увеличением подачи шероховатость поверхности зубьев ухудшается, поэтому фрезерование с адаптивным контролем целесообразно применять под последующее шевингование или шлифование. За счет переменной подачи сохраняется почти постоянная нагрузка на всем пути фрезерования. Фрезерование с радиально-осевой подачей характеризуется тем, что подача фрезы в начале резания направлена радиально оси заготовки. При радиальной подаче фреза подвергается большей нагрузке, а следовательно, более быстрому износу, поэтому радиальная подача должна составлять примерно 0,3-0,5 осевой подачи, но не более 0,7-0,9 мм/об. Большие радиальные подачи приводят к быстрому износу инструмента, а следовательно, неэкономическому использованию фрезы. Малые радиальные подачи иногда приводят к тому, что времени иа врезание затрачивается больше, чем при фрезеровании с большими осевыми подачами. Сгюсоб с радиально-осевой подачей рекомендуется применять там, где это необходимо по условиям работы (двухпроходное зубофрезерование, обработка закрытых венцов). Б обычных условиях спо-ссо с осевой подачей более экономичный. Фрезерование с диагональной подачей целесообразно применять для обработки колес с широкими венцами или повышенной твердостью, когда необходимо иметь большой период стойкости
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


