

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 [ 48 ] 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 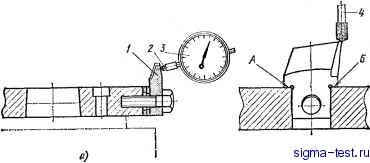 Рис. 93. Контроль точности резцовых головок: с - радиального биения; б - торцового биення сти резцов на специальных заточных станках. Передний угол, наружных и внутренних резцов обычно принимают равным у - 20°. При обработке вязких материалов передний угол рекомендуется увеличить. Средние резцы трехсторонних резцовых головок затачивают под углом 13°. Во время заточки резцовая головка неподвижна, а шлифовальный круг, кроме вращения имеет колебательное движение поперек передней поверхности резца и автоматически подается на резец для снятия затупленного слоя. Перед заточкой целесообразно измерить максимальный износ резцов и записать его в карточку. Карточку заводят на каждую резцовую головку. Величина слоя металла, снимаемого с передней поверхности резцов при заточке, должна соответствовать значению, указанному в карточке. Режущие кромки противолежащих резцов головки после заточки должны быть прямолинейны, параллельны и лежать в одной плоскости, проходящей через центр головки. Проверку производят контрольной линейкой, которую прижимают к режущим кромкам диаметрально противоположных резцов. Контрольная линейка должна плотно прилегать к режущим кромкам резцов, допустимый зазор не более 0,025 мм. После заточки у резцовой головки на специальном контрольном приспособлении или контрольном станке производят проверку радиального (рис. 93, а) и торцового (рис. 23, б) биения резцов. При проверке радиального биения ножку 2 индикатора 3 устанавливают у резцовых головок для шестерни на расстоянии 2/3 внешней высоты зуба от вершины резца У, а у головок для колеса - на расстоянии 1/2 внешней высоты зуба от вершины. Основные допуски на сборку и заточку резцовых головок фирмы Gleason, широко распространенных в отечественной промышленности, приведены в табл. 25. 25. Основные допуски на сборку и заточку резцовых головок, мм
ГЛАВА VI НАРЕЗАНИЕ ЦИЛИНДРИЧЕСКИХ И ЧЕРВЯЧНЫХ КОЛЕС НА ЗУБОФРЕЗЕРИЫХ СТАНКАХ 1. НАРЕЗАНИЕ ЗУБЬЕВ ДИСКОВЫМИ И ПАЛЬЦЕВЫМИ МОДУЛЬНЫМИ ФРЕЗАМИ Дисковые модульные фрезы Применяют ДЛЯ чернового и чистового нарезания цилиндрических колес с прямыми и косыми зубьями, шлицевых валов, секторов, реек, чернового нарезания конических колес с прямыми зубьями и чистового нарезания мелкомодульных зубчатых колес. Нарезание осуществляется на специальных и универсально-фрезерных станках методом копирования, каждый зуб нарезается отдельно с единичным делением. Метод нарезания зубьев дисковыми фрезами применяют при изготовлении запасных частей в ремонтном деле или при изготовлении небольших партий зубчатых колес, к точности которых не предъявляют высоких требований. Практически точность изготовления цилиндрических колес соответствует 10-й степени точности (ГОСТ 1643-81). Лимитирующим фактором обычно является погрешность шага, которая зависит от точности дели- 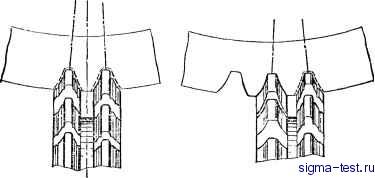 а) ff) Рнс. G4. Схема парсзанпя зубьев спаренными дисковыми фрезами тельного механизма. К преимуществам этого метода следует отнести низкую стоимость инстру.мента и возможность изготовления деталей с различной формой зуба. Дисковые модульные фрезы чаще всего применяют для чергэ-вого нарезания зубьев цилиндрических колес. Для повышения производительности, особенно при обработке зубчатых колес с большим числом зубьев, производится одновременная обработка двух и трех зубьев спаренными дисковыми фрезами. Применяются различные схемы обработки: черновое нарезание одновремен:Ю двух и трех зубьев, а также черновое и чистовое нарезаниг одновременно. В каждом рассматриваемом варианте применяют фрезы специального профиля. Спаренные дисковые фрезы требу;от точной установки относительно оси обрабатываемого колеса. Когда обработка ведется двумя фрезами, их устанавливают симметрично оси колеса (рнс. 94, а). Если на оправке установлены три фрезы для черновой обработки, средняя фреза должна располагаться симметрично оси колеса. Когда на оправке с фрез )й для чистовой обработки установлена одна или две фрезы Д1Я черновой обработки, центрирование относительно оси коле:а осуществляется по фрезе для чистовой обработки (рис. 94, б). Во многих случаях дисковые фрезы используют для чер1 о-вого нарезания зубьев, одновременно обрабатывают две, три дз-тали на специальных станках. Пальцевые фрезы применяют для нарезания прямозубых, косозубых и шевронных колес крупного модуля. 2. НАРЕЗАНИЕ ЗУБЬЕВ ЧЕРВЯЧНЫМИ ФРЕЗАМИ Этот процесс является самым распространенным и наибол:а трудоемким в производстве зубчатых колес. На зубофрезерных станках червячными фрезами нарезают зубчатые колеса внешнего зацепления с прямыми и косыми зубьями, конической и бочкооб-
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


