

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 [ 45 ] 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 Резцовые головки для чистовой обработки разделяют на двусторонние и односторонние. В зависимости от направления вращения они могут быть праворежущие и леворежущие. Двусторонние резцовые головки состоят из наружных и внутренних резцов, применяют их в основном для чистового нарезания зубьев колеса методом обкатывания. В единичном и мелкосерийном производстве их иногда применяют для черновой обработки. Полную высоту зуба в таких случаях нарезают за несколько рабочих ходов при более низких режимах резания, чем при чистовой обработке. Односторонние резцовые головки имеют только наружные или внутренние резцы. Они предназначены для чистоврго нарезания зубьев шестерни методом обкатывания. Односторонняя право-режущая головка показана на рис. 87. Корпус головки 3 закален до твердости HRC 57, радиальные пазы под наружные резцы / шлифуют с высокой точностью. При посадке резцовой головки на шпиндель зуборезного станка от руки между опорным торцом головки и торцом шпинделя должен быть зазор 0,076- 0,127 мм, который устраняется при закреплении головки центральным винтом со сферической опорой. Это дает возможность устанавливать головку на шпиндель с небольшим натягом одновременно на конусное отверстие 8 и опорный торец 7, в результате чего обеспечивается высокая точность установки и длительное время эксплуатации. Резцы в головках новых конструкций устанавливают с опорой на два заплечика А к Б (см. рис. 93, б), благодаря чему достигается точное центрирование резца в пазе корпуса. На переднем торце корпуса выполнена контрольная канавка 10. Торцовое биение контрольной канавки при установки резцовой головки на контрольном приспособлении или зуборезном станке не должно превышать 0,001 мм. Если торцовое биение больше допустимого, то необходимо проверить посадочное отверстие и торец головки на отсутствие забоин, грязи, мелкой стружки, а затем вновь проверить биение канавки. Резец 9 в головке - базовый; он не имеет радиальной регулировки. Радиальный размер паза базового резца шлифуют с высокой точностью 0,076 мм. Для повышения точности установки базового резца в головке в его паз вместо клина 5 и подкладки 6, применяемых для всех остальных резцов, устанавливают мастер-подкладку 2. Точную выверку резцов относительно базового резца производят с помощью клиньев 5 и винтов 4. Для чистового нарезания зубьев колеса полуобкатных гипоидных и конических передач методом копирования применяют резцовые головки-протяжки. Резцовые головки-протяжки за один оборот обрабатывают одну впадину зубьев колеса. Их изготовляют со вставными резцами и со вставными сегментами, каждый из которых состоит из двух-трех резцов. Радиус расположения режущих кромок наружных резцов в протяжке от первого к последнему  Рис. 87. Резцовая головка для чистовой обработки Рис. 88. Резцовая головка с остро-заточенными резцами: а - схема установки резцов в корпусе головки; б острозаточенные резцы равномерно возрастает, а радиус внутренних резцов, наоборот, равномерно уменьшается. Разница в расположении соседних одноименных резцов (0,02-0,04 мм) соответствует припуску, снимаемому одним резцом. Разница в радиусах первого и последнего одноименных резцов равна припуску на сторону зуба (0,2- 0,4 мм). Последние два резца являются калибрующими, их высота на 0,05-0,10 мм меньше высоты предшествующих режущих резцов. Для повышения точности обработки калибрующие резцы расположены таким образом, что они вступают в резание после того, как предшествующий закончит обработку. Фирма Gleason разработала резцовые головки новой конструкции (рис. 88, а). Они состоят из корпуса 2 и массивного кольца 3. Корпус имеет пазы, в которые устанавливают наружные /, средние 7 и внутренние 6 резцы и закрепляют винтами 5 через подкладку 4. Конструкция резцов значительно упрощена. Их выполняют острозаточенными, без затылования, из прямоугольного бруска (рис. 88, б). Профиль резцов образуется при заточке в специальном приспособлении по боковым поверхностям 8 и вершине 9. Передняя поверхность 10 у резцов не затачивается, она покрывается износостойким материалом с целью предотвращения образования лунки и уменьшения трения при сходе стружки с передней поверхности резцов. Резцы просты в изготовлении, стоимость их невысокая, допустимо большое число переточек, возможно размещение большого их числа в головке. Резцы радиальной регулировки не имеют, после заточки их устанавливают в корпусе по высоте до упора. Радиальное биение режущих кромок резцов для чистовой обработки не должно превышать 0,0025 мм, для черновой - 0,025 мм. Резцовые головки с острозаточенными резцами изготовляют трех типов: для черновой обработки - трехсторонние (наружный, средний, внутренний, средний и т. д.), для чистовой обработки - двусторонгие (наружный, внутренний, и т. д.) и для чистовой обработки зубьев в целой заготовке - трехсторонние (наружный, внутренний, средний, наружный и т. д). 8. ИЗНАШИВАНИЕ ЗУБОРЕЗНОГО ИНСТРУу .ЕНТЛ Большинство зуборезных инструментов изготовляют из быстрорежущей стали; червячные фрезы, долбяки, дисковые модульные фрезы, резцы резцовых головок подвергаются в основном тепловому изнашиванию, образованную в результате трения задней поверхности зубьев режущего инструмента о поверхность обрабатываемого колеса и трения стружки, сходящей на передней поверхности зубьев инструмента. Затылованные зубья червячной фрезы, долбяка, резцы зуборезных головок изнашиваются по задней и передней поверхностям и боковой режущей кромке. Наибольшее изнашивание происходит на уголках при пересечении задней и боковой режущих кромок (рнс. 89, а). На передней поверхности у вершины зуба образуется небольшая лунка, облегчающая сход стружки. В зависимости от времени работы инструмента его изнашивание можно разделить на три этапа (рнс. 89, б), которые соответствуют трем участкам изнашивания. Участок / - начальное изнашивание-период приработки. Участок - период нормального изнашивания. С увеличением времени работы изнашивание возрастает постепенно. С увеличением изнашивания повышается трение и температура резаиня, наступает период / - период интенсивного изнашивания. Начало интенсивного изнашивания зависит в основном от факторов, которые вызывают повышение температуры резания, к ним относятся: скорость резания, материал инстру.мента и обрабатываемого колеса и его термическая обработка, и в меньшей степе- Иаиболыпш измос по НИ ПОДЗЧа. ПрИ СНИЖСНИИ СКО- задма тберхнссти л.ш рости рсзания интенсивное нз- /кштчкаизноса! / нашивзние нзступаст после \/}уит продолжительного времени ра- боты (участок / / увеличивается). Рис. 89. Изнашивание зуборезного инструмента: с - характер изнашивания зуба червячной фрезы; б - зависимость изнашиваний времени работы инструмента 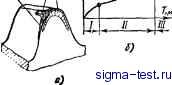
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


