

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 [ 44 ] 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 24. Основные технические данные резцовых головок-протяжек
с фасочным резцом и деления заготовки на зуб без отвода инструмента. Установку резцовой головки-протяжки на шпиндель зубо-протяжного станка осуществляют с минимальным натягом одновременно по конусному отверстию В и торцу корпуса Ti. Прямозубые колеса с модулем более 5 мм обычно обрабатывают за две раздельные операции с использованием протяжек для черновой и чистовой обработки. Резцовые головки-протяжки состоят только из резцов для черновой обработки, у них отсутствует фасочный резец, на место которого установлен дополнительный блок резцов. Протяжки для чистовой обработки имеют получистовые и чистовые резцы. Основные технические данные резцовых головок-протяжек фирмы Gleason, получивших распространение в отечественной промышленности, приведены в табл. 24. Точность изготовления и сборки резцовых головок оказывает существенное влияние на качество нарезания зубьев конических колес и стойкость режущего инструмента. Поэтому после сборки нового комплекта блоков резцов на контрольном приспособлении или непосредственно на зубопротяжном станке при установке головки по конусному отверстию В (см. рис. 85) и торцу Tj должны быть проверены следующие параметры: 1) биение торца Т корпуса головки не более 0,005 мм; 2) биение резцов для чистовой обработки по поверхности Б от блока к блоку не более 0,005 мм, суммарное биение не более 0,008 мм; 3) биение резцов для получистовой и черновой обработки по поверхности Б от блока к блоку не более 0,013 мм, суммарное биение не более 0,025 мм; 4) биение резцов для чистовой, получистовой и черновой обработки по поверхности Д от блока к блоку не более 0,005 мм, суммарное биение не более 0,013 мм. Если прн контроле будет обнаружено отклонение отдельных параметров от допустимых величин, то необходимо резцы снять и тщательно проверить посадочные поверхности корпуса и блоков резцов, нет ли забоин, мелкой стружки, грязи, различных повреждений, н устранить их. 7. РЕЗЦОВЫЕ ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ Резцовые головки изготовляют по метрической (ГССТ 11902-77*, ГОСТ 11906-77) и дюймовой системам. Различают резцовые головки цельные и со вставными резцами. Рез-ковыс головки с номинальными диаметрами 20-80 мм и 0,5-2 дюйма изготовляют цельными, их применяют для нарезания мелкомодульных колес. Головки, номинальный диаметр которых 100 мм и 3,5 дюйма и выше, имеют сборну.ю конструкцию и применяются для нарезания гипоидных и конических колес среднего и крупного модуля. Для чернового нарезания зубьев используют двусторонние и трехсторонние резцовые головки. Двусторонние резцовые головки применяют при нарезании зубьев методами обкатывания и врезания. В массовом и крупносерийном производстве их используют в основном при работе методом обкатывания. Наружные 1 и внутренние 2 (рнс. 86, а) резцы двусторонних резцовых головок расположены в пазах корпуса 8 поочередно. Регулировочные клинья 6 и винты 7 служат для точной радиальной установки режущих кромок резцов относительно оси вращения головки. Выверку производят относительно базовых резцов - наружного 4 и внутреннего 3, клинья которых закреплены штифтами . Винты 10 для крепления резцов расположены под углом 10° относительно опорного торца. При затяжке винта создается сила, направленная вдоль оси головки, которая поджимает резцы к опорным поверхностям корпуса без дополнительного подстукивания их по вершине. Закаленное кольцо воспринимает нагрузки, действующие на резцы при резании в осевом направлении. На шпиндель зуборезного станка резцовую головку устанавливают по конусному отверстию 14 с опорой в торец 12 и закрепляют винтами, которые располагают в отверстиях 9. Винты 5 служат для съема головки со станка. Для снижения деформации корпуса, уменьшения изнашивания инструментального шпинделя и повышения точности установки головки в ней выполнена к:)льцевая канавка 13. В процессе резания наружные / и внутренние 2 резцы одновременно обрабатывают боковую сторону и часть дна впадины зуба (рис. 86, б). 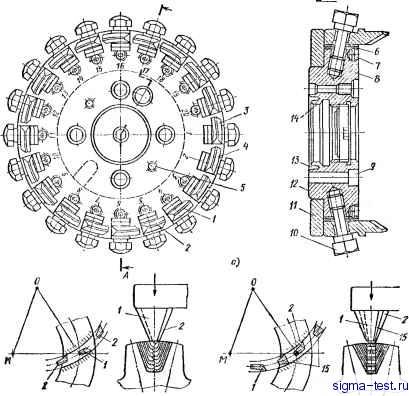 Рис. 86. Резцовая головка для черновой обработки: а - общий вид головки; б - схема резания двусторонней головкой; в - схема резания трехсторонней головкой {М - центр станка; О - центр резцовой головки) Трехсторонние резцовые головки для черновой обработки применяют только при работе методом врезания в условиях массового и крупносерийного производства. Они имеют наружные, внутрен-1Ш и средние резцы. Вершины средних резцов установлены на ),20-0,25 мм выше наружных и внутренних. Средние резцы 15 обрабатывают только дно впадины зуба (рис. 86, в), их число равно половине обш,его числа резцов в головке. Наружные / и внутренний 2 резцы предназначены для обработки только боковых сторон зуба и не касаются дна впадины. Стойкость трехсторонних головок выше двусторонних. Разработаны новые высокопроизводительные конструкции резцовых головок для черновой обработки, которые имеют большее число резцов в головке, увеличенную массу и жесткость корпуса, резцы в головке закрепляют с помощью клина.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


