

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 [ 43 ] 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 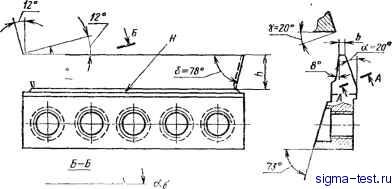 Рис. 83. Зубострогальный резец Задняя поверхность зубострогальных резцов не затылована. Для образования задних углов по вершине и на боковой режущей кромке ад во время резания их устанавливают в резцедержателе под углом 12° к направлению движения. Режущая кромка резца перпендикулярна направлению его движения. Режущая часть резца выполнена с двух сторон. После затупления одной стороны резцы меняют местами в резцедержателях и в работу вводят иезатупленные стороны. Ширина вершины резца b = 0,4me не должна быть менее половины дна впадины у наружного конца зуба колеса и не более ширины дна впадины у внутреннего конца. Так как нерабочая поверхность резца имеет небольшой угол наклона 8°, то в процессе резания на ее боковой режущей кромке образуется задний угол а = Г 30, который не обеспечивает условия нормального резания в сплошном металле. Поэтому резцы для чистовой обработки могут работать только по предварительно прорезанным впадинам или с небольшой глубиной резания при обработке зубьев за несколько рабочих ходов. Резцы для чистовой обработки одного модуля и угла профиля можно использовать для нарезания колес с другими модулями, если высота режущей части и ширина вершины резца удовлетворяют новым требованиям. Резцы для черновой обработки не стандартизованы, конструкция их режущей части может быть различной - трапециевидной, фасонной, прорезной. Дисковые фрезы для нарезания прямозубых конических колес методом обкатывания могут быть цельными или сборными со вставными резцами. Цельные фрезы вследствие большого расхода быстрорежущей стали применяют ограниченно, только для мелкомодульных колес. Для колес среднего модуля /п == 0,5ч-12 мм наибольшее распространение получили сборные дисковые фрезы, которые выполняют с тремя номинальными диаметрами 150, 278 и 450 мм. Корпус фрезы, изготовленный из стали 40Х, используется многократно. Резцы изготовляют из быстрорежущей стали с твердостью HRC 62-65. Дисковые зуборезные фрезы работают парами. Нижняя - праворежущая фреза вращается по часовой стрелке, если на нее смотреть со стороны опорного торца, а верхняя - леворежущая вращается против часовой стрелки. Праворежущая дисковая фреза с номинальным диаметром 278 мм для конических колес с модулем от 1,5 до 8 мм показана на рис. 84, а. Затылованные резцы I устанавливают в корпус 2 и закрепляют диском 6 с пазами. На шпиндель зубофрезерного станка дисковую фрезу устанавливают с предварительным натягом по посадочному конусу 4 с опорой на торец 3. Винты 5 предназначены для съема головки со шпинделя станка. Дисковые фрезы диаметром 150 и 278 мм закрепляют на станке одним центральным винтом, а фрезы диаметром 450 мм - четырьмя винтами. Для нарезания конических колес с бочкообразными по длине зубьями резцы имеют угол поднутрения р. Резцы изготовляют со следующими углами поднутрения: 0; Г 30; 2°; 3° и 5°, с увеличением угла поднутрения дль-на пятна контакта уменьшается. После сборки и заточки дисковых фрез суммарное торцовое биение резцов по середине режущей кромки должно быть 0,012-0,025 .мм, меньшее значение относится к колесам с модулем до 4 мм, а большее - к колесам с модулем до 12 мм. Радиальное биение вершин резцов не должно превышать 0,03-0,04 мм. Если необходимо повысить качество нарезания зубьев, уменьшить шероховатость боковых поверхностей зубьев и увеличить стойкость инструмента, то следует применять дисковые фрезы G регулируемыми резцами. В таких фрезах с помощью винта 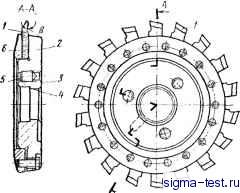  в) Г > Рис. 84. Сборная дисковая фреза: а - общий вид фрезы; б - схема контроля правильности заточки 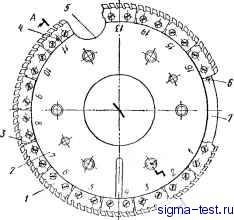 \ 3> Рис. 86. Комбинированная резцовая головка-протяжка: /-/о >- блоки для черновой обработки; - для получистовой обработки; 13-16 - для чистовой обработки и клина можно производить тонкую регулировку режущих кромок резцов относительно базового резца. Торцовое биение резцов фрезы после заточки и регулировки не должно превышать 0,0025 мм от резца к резцу и 0,01 мм для всех резцов фрезы. Резцовые головки-протяжки для нарезания прямозубых конических колес относятся к наиболее сложным и дорогостоящим зуборезным инструментам. В зависимости от назначения различают комбинированные и резцовые головки-протяжки для черновой и чистовой обработки. Комбинированные протяжки (рис. 85) предназначены для нарезания конических колес с модулем 5 мм и менее. Окончательная обработка впадины зуба в сплошном металле производится за один оборот протяжки. Комбинированная протяжка состоит из черновых, получистовых и чистовых затылованных резцов с углами ав = 12° и ад = 5°, объединенных в блоки. Резцы для черновой обработки выполняют с подъемом в радиальном направлении от зуба к зубу в пределах 0,1-0,2 мм. Боковые поверхности резцов имеют вогнутую форму, выполненную дугой окружности одного радиуса. Угол профиля резцов протяжки а = 22° 30. Блоки резцов 1 в корпусе 2 протяжки базируют по цилиндрической и конической поверхностям и закрепляют двумя винтами 8. Между собой блоки контактируют по выступу 3. При сборке протяжки первоначально в корпус следует установить блоки и и 16, фиксируя их в угловом положении по установочным штифтам 4 i\ 6. Затем последовательно собирают блоки с меньшими порядковыми номерами, упирая их в торец уже установленного блока. Закрепляют блоки резцов в головке динамометрическим ключом с определенным крутящим моментом. Плотность прилегания блоков к установочным штифтам и между собой следует тщательно проверить. Зазор должен быть не более 0,025 мм. В протяжке предусмотрены два безрезцовых участка 5 и 7, которые предназначены соответственно для установки державки
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


