

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 [ 42 ] 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 режущих кромок выточки в заготовке шевронного колеса не требуют. Диаметры долбяков в комплекте после заточки должны быть одинаковыми. Долбяки для колес внутреннего зацепления. Число зубьев долбяка для колес внутреннего зацепления должно быть равно или несколько меньше числа зубьев сопряженной шестерни. Долбяки с числом зубьев менее 10 применять не рекомендуется. С уменьшен1!е.м диаметра долбяка увеличивается переходная поверхность в основании зуба колеса и возникает опасность срезания вершин зубьев колеса боковыми поверхностями зубьев долбяка при обкатывании. При увеличении диаметра долбяка происходит срезание уголков вершин зубьев колеса при врезании на полную высоту. У долбяков высокой точности шлифуют узкий контрольный поксок 1 (см. рис. 80) для определения точности установки долбяка на шпинделе станка. Зубчатые рейки (рис. 81, б) предназначены для обработки цилиндрических колес внешнего зацепления с прямыми и косыми зубьями и шевронных колес. Геометрическая форма профиля зуба зубчатой рейки соответствует профилю зуба исходного контура зубчатой рейки. Профиль зуба рейки изготовляют различной формы: для чернового и чистового нарезания зубьев, под шевингование и шлифование, с утолщением ( усиком ) и фланком и с полностью скругленной вершиной зуба. Одной и той же прямозубой рейкой можно нарезать прямозубые и косозубые цилиндрические Koieca. Шевронные колеса изготовляют косозубыми рейками. Простая плоская форма рейки, по сравнению с другими видами инструмента, проще в изготовлении и измерении и гарантирует более высокую точность изготовления. По мере переточки размер зуба рейки не меняется. Рейка имеет большое число возможных переточек, ее стачивают до высоты 3,5 мм. Чтобы сохранить прочность зуба под рейку устанавливают упорную подкладку. Передний угол рейки, равный 6° 30, образуется при ее установке в державку зубодолбежного станка. Б. ДИСКОВЫЕ ШЕВЕРЫ И ЗУБЧАТЫЕ ХОНЫ Дисковые шезеры изготовляют по ГОСТ 8570-80 трех классов точности Л, Б и С с углом профиля 20° и номинальным делительными диаметром: 180 мм--для модулей 1,25-6 мм и 240 мм- для модулей 2-8 мм. Шеверы класса А предназначены для колео 6-й степени точности; класса В - для 7-й степени точности и класса С - для колес 8-й степепи точности по ГОСТ 1643-8L Дисковый шевер (рис. 82, а) имеет форму закаленного и шлифованного зубчатого колеса с прямыми илп косыми зубьями, с большим числом прямых зубчиков /, расположенных на боковой поверхности по всей высоте зуба в большинстве случаев параллельно торцу. Зубчики имеют режущие кромки для снятия стружки 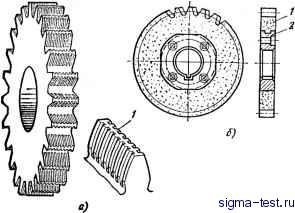 Рис. 82. Дисковый ше-вер (с) и зубчатый хон (б) В процессе резания. В основании зубьев имеются отверстия (или поднутрения) для выхода инструмента при изготовлении канавок, прохождения потока охлаждающей жидкости и срезаемой стружки. Диаметр шевера следует выбирать максимально возможным, в аависимости от имеющегося шевинговального станка. Угол наклона линии зуба шевера определяют в зависимости от угла скрещивания осей шевера и обрабатываемого колеса. Угол скрещивания, дающий хорошие результаты, обычно равен 10-15°. Увеличение угла скрещивания улучшает условия резания, но ухудшает направляющее действие зубьев шевера во впадине зуба, в результате чего погрешности профиля увеличиваются. Зубчатые колеса с углом наклона линии зуба от 5 до 18° могут быть шевин-гованы шевером с прямыми зубьями. Отношение числа зубьев шевера к числу зубьев обрабатываемого колеса не должно быть целым числом. Зуб червячной фрезы под шевингование должен иметь утолщение, которое производит небольшое подрезание (несколько больше величины припуска) в ножке зуба колеса, для обеспечения зазора головки зуба шевера при шевинговании. Высота зуба под шевингование нарезается несколько глубже обычного. В массовом производстве целесообразно для каждого или ограниченной группы колес применять отдельный шевер и червячную фрезу. Для ремонтных работ шевер проектируют для колес разного размера, но одного модуля. Прн шевинговании зубчатых колес с малым числом зубьев следует выбирать наибольший диаметр шевера, зубья перед шевингованием нарезать с большей точностью и с меньшим припуском. Продолжительность зацепления шевера и зубчатого колеса должна быть по возможности наибольшей, но не менее чем 1,6. Для повышения продолжительности зацепления следует избегать зубчатых колес с узкими венцами и короткой высотой зубьев. Размер фаски на вершине зуба колеса должен быть как можно меньше, если воз.можно, то необходи.мо увеличить высоту зуба на раз.мер фаски. У пря.мозубых колес с укороченной высотой зуба фаску на вершине зуба делать не следует. Зубчатые хоны представляют собой прямозубые или косозубые колеса, состоящие из стальной ступицы 2 и абразивного зубчатого венца / (рис. 82, б). Зубчатый хон изготовляют того же модуля, что и обрабатываемое колесо, его проектируют для каждого зубчатого колеса подобно стальньгм шевера.м с увеличен ны.м диаметром. Разница между наружным диа.метро.м нового и предельно изношенного хона составляет 15-20 .мм. Наружный диаметр хона выбирают в пределах 220-250 м.м, ширину венца 20- 25 мм. Угол скрещивания осей 10-15°. Число зубьев хона не должно быть кратны.м числу зубьев обрабатываемого колеса. Абразивные хоны изготовляют на основе эпоксидных смол с добавлением карбида кремния различной зернистости. Отливают хоны в точных фор.мах, изготовленных по мастер-колесу (5-й степени точности). Радиальное биение зубчатого венца нового хона 0,07-0,10 М.М. Срок службы хона при обработке авто.мобильных зубчатых колес составляет 1500-3000 шт., после изнашивания хоны не восстанавливаются, а стальная ступица сохраняется. Для обработки точных закаленных и шлифованных зубчатых колес авиационной и космической техники зубья хонов шлифуют с высокой степенью точности. Чтобы сократить поломку зубьев хона при хонинговании мелко.модульных зубчатых колес, хоны и.меют стальной корпус с абразивным покрытием зубьев. Для повышения точности и производительности получают применение в промышленности хоны из синтетических алмазов. Зерна алмазов тонким слоем наносят на боковые поверхности стальных зубьев. Эти зубья воспринимают большое давление при хонинговании, они не выкрашиваются и не ло.маются. После изнашивания покрытие может быть снято и заменено новьш. 6. ЗУБОСТРОГАЛЬНЫЕ РЕЗЦЫ, ДИСКОВЫЕ ФРЕЗЫ И РЕЗЦОВЫЕ ГОЛОВКИ-ПРОТЯЖКИ ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС Зубострогальные резцы при.меняют для нарезания прямозубых конических колес на зубострогальных станках для чистовой и черновой обработки. Раз.меры и конструкция резцов для чистовой обработки стандартизованы (ГОСТ 5392-80), они .могут изготовляться четырех типораз.меров. Резцы для чистовой обработки выполняются в виде призматического тела с отверстия.ми, крепятся к резцедержателю станка дву.мя винтами (рис. 83). Зажи.мная часть резца делается клиновой формы с углом 73°. Высота режущей части резца h должна быть Достаточной для полного профилирования зубьев колеса.
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


