

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 [ 40 ] 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 по архимедовой спирали, благодаря чему при переточке фрезы по передней поверхности 2 задний угол при вершине зуба = = 10 4-12°, задний угол по боковым сторонам зубьев фрезы = = 2 -ь4° и толщина зуба практически не изменяются. Стандартный профиль зубьев фрезы имеет прямые стороны (рис. 77, б). Червячные фрезы для нарезания цилиндрических зубчатых колес под шлифование и шевингование имеют модифицированный профиль (рис. 77, в). Утолщение усик (протуберанец) 4 на головке зуба служит для поднутрения ножки зуба колеса, фланк 3 срезает фаску на вершине зуба колеса. Если необходима полностью скругленная впадина зуба колеса, головка зуба фрезы скругляется (рис. 77, г) и высота ее увеличивается, при этом необходимо дополнительно увеличить полную высоту зуба колеса. В зависимости от вида производства и требуемой точности в машиностроении наиболее широко применяют четыре основных типа червячных фрез: цельные со шлифованным профилем, сборные с поворотными вставными рейками, цельные затылованные с нешлифованным профилем повышенной точности и твердосплавные червячные фрезы. Цельные червячные фрезы со шлифованным профилем применяют для изготовления высокоточных цилиндрических колес с прямыми и косыми зубьями, червячных колес, шлицевых валов, а такйе зубчатых колес в единичном и серийном производстве. Фрезы самой высокой точности класса АА предназначены для обработки зубчатых колес 7-й степени точности (ГОСТ 1643-81) с модулем от 1 до 10 мм. Червячные фрезы общего назначения классов А, В, С для чистовой обработки используют для нарезания колес с модулем от 1 до 14 мм. Фрезы класса А предназначены для обработки колес 8-й степени точности, класса В - для 9-й степени точности, класса С - для 10-й степени точности. Когда необходима высокая точность профиля зуба зубчатого колеса, применяют червячные фрезы с большим числом стружечных канавок. При фрезеровании точных зубчатых колес рекомендуется использовать однозаходные червячные фрезы для чистовой обработки. Сборные червячные фрезы с поворотными вставными рейками широко применяют в массовом производстве, главным образом в автомобильной промышленности. Эти фрезы имеют большую длину реек (до / = 200 мм), ширина режущей части рейки увеличена до W = 23 мм, число заходов 2-3. Число реек составляет 11-15 (реже 17), которые обычно применяют для пяти-, семи-заходных фрез. Шлифование профиля зубьев рейки осуществляется в технологическом корпусе на резьбошлифовальном станке без затыло-вывания, как винт, большим шлифовальным кругом с обеспечением высокой производительности и качества. Задние углы режущих кромок образуются соответствующей установкой реек в рабочем корпусе. 5 Калашников С. Н. 129 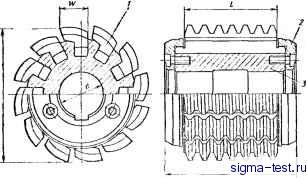 Ркс. 78. ССпрпая червячная фреза с поворотными рейками Сборная червячная фреза показана на рнс. 78. Рейки 1 га-прессоБываются в прямоугольные пазы рабочего корпуса 3 с подогревом корпуса. Плотная посадка реек гарантирует высокую жесткость против осевого смещения. Дополнительно рейки удерживаются запрессованными с обоих торцов крышками 2. Вставные рейки имеют после термообработки однородную структуру (особенно по карбидной неоднородности), более равномерную твердость и меньшие остаточные напряжения. Червячные фрезы с поворотными вставными рейками из стали Р9К10 по сравнению со сборными фрезами, применяемыми в автомобильной промышленности, при обработке зубчатого колеса (г = 38, т = 3,5 мм, сталь 25ХГТ) со скоростью резания 70 м/мин и подаче 4 мм/об позволили повысить производительность в 1,7 раза, обеспечить 7-ю степень точности и увеличить период стойкости на один постанов фрезы без учета ее длины в 1,3 раза. Червячные фрезы с нешлифованным профилем повышенной точности отличаются от шлифованных тем, что их зубья не подвергаются механической обработке после закалки, профиль зуба фрезы обрабатывается резцом 1 (рис. 79, о) на токарно-затыловоч-ном станке. Фрезы с нешлифованным профилем по сравнению с цельными фрезами со шлифованным профилем допускают значительно большее число переточек. Объясняется это тем, что прн Рис. 79. Затылование зубьев червячной фрезы: с - резцом; б - шлифовальным кругом 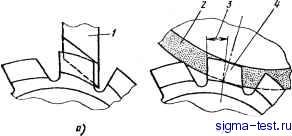 любом, даже малом диаметре шлифовального круга 2, используемая часть профиля 3 зубьев фрезы значительно меньше, чем не-затылованный участок 4 (рис. 79, б). Задние и боковые углы у нешлифованных фрез больше, благодаря чему достигаются лучшие условия резания. У фрез с нешлифованным профилем внешний диаметр меньше, а число стружечных канавок больше, чем у фрез с поворотными вставными рейками, что позволяет при одинаковой скорости резания работать с большей производительностью. Точность червячных фрез с нешлифованным профилем ниже точности фрез со шлифованным профилем на один класс и соответствует классу точности В. Фрезы в нешлифованным профилем часто применяют под последующее получистовое зубофрезерование, исключая шевингование, и перед шлифованием шлицевых валов, их стойкость в 1,5- 2 раза выше, чем стойкость цельных фрез со шлифованным профилем. Цельные фрезы с нешлифованным профилем с модулем до 5 мм и длиной до L = 150 мм из молибденовой быстрорел<ущей стали в течение многих лет применяют в автомобильной промышленности. Острозаточенные червячные фрезы, разработанные ВНИИин-струментом, имеют сборную конструкцию, комплект отдельных зубьев вставляется в пазы корпуса и плотно закрепляется. Зубья фрезы затачивают по боковым сторонам и вершине вне корпуса в специальном приспособлении, благодаря чему можно получить большие задние углы по вершине в = 15ч-20°, на боковой режущей кромке б = 8-12° и передний угол до v = 5°. Эти фрезы по сравнению с затылованными имеют большее число возможных переточек и более высокий период стойкости, в большинстве случаев их применяют для чернового зубонарезания. Корпус фрезы используется при многократной замене изношенных зубьев. Для нарезания зубчатых передач Новикова, имеющих круговую форму зубьев в торцовом сечении колеса, применяют специальные червячные фрезы. Профиль зубьев инструмента имеет круговую форму в осевом сечении фрезы. Червячные фрезы для нарезания червячных колес. Конструкция червячной фрезы зависит от метода нарезания зубьев червячного колеса. Фреза для нарезания червячного колеса с радиальной подачей имеет цилиндрическую форму, а для нарезания колес с тангенциальной подачей фреза состоит из двух частей -заборной и цилиндрической. Угол заборной части выбирается в пределах 20-26°, а ее длина составляет примерно 75 % всей длины фрезы. Цилиндрическая - калибрующая часть фрезы имеет один полный виток. В зависимости от размера червяка фрезы для нарезания червячных колес изготовляют насадочными и хвостовьши. Хвостовые фрезы точнее и жестче. Длина хвостовика выбирается в зависимости от диаметра нарезаемого колеса и возможности заточки. 5* 131
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


