

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 [ 39 ] 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 вышает пластичность. Повышенная чувствительность к обезуглероживанию является недостатком этой стали. Сталь Р6М5 рекомендуется применять в промышленности взамен вольфрамовых сталей Р18, Р9 для изготовления червячных фрез, зуборезных долбяков, дисковых фрез, резцов резцовых головок. К сталям повышенной производительности относятся стали Р9К10, Р9Ф5, Р9М4К8. Эти стали более чувствительны к обезуглероживанию и хуже шлифуются, чем вольфрамовые стали. Червячные фрезы из стали Р9К10 обладают высокой твердостью {HRC 64-66) и значительной стойкостью, что позволяет производить нарезание зубьев при скоростях резания 60- 75 м/мин. Сталь Р9М4К8 имеет высокие режущие свойства. Сталь Р9Ф5 широко применяют для изготовления дисковых шеверов. Зуборезные инструменты из твердого сплава обладают высокой твердостью {HRA 87-92), большой теплостойкостью (до 800- 1000 С) и износостойкостью, что позволяет использовать их при обработке при скоростях резания 200-300 м/мин. Основным недостатком твердых сплавов является повышенная хрупкость, которая вызывает выкрашивание режущей кромки. Инструменты из твердых сплавов вольфрамовой группы ВК6М, ВК8, состоящих из зерен карбида вольфрама, сцементированных кобальтом, применяют для обработки зубчатых колес из чугуна, цветных металлов и неметаллических материалов. Зубчатые колеса из легированных и углеродистых сталей (до модуля 2 мм) обрабатывают инструментом из сплавов титано-вольфрамовой группы Т5К10, Т15К6, Т30К4, Т14К8. Сплавы этой группы состоят из зерен твердого раствора карбида вольфрама в карбиде титана, сцементированных кобальтом. К третьей группе твердых сплавов относятся титанотантало-вольфрамовые сплавы ТТ7К12. Вольфрамовые сплавы вязкие и менее хрупкие, чем титановольфрамовые. 2. ДИСКОВЫЕ И ПАЛЬЦЕВЫЕ МОДУЛЬНЫЕ ФРЕЗЫ Дисковые зуборезные модульные фрезы (piic. 76, а) вследствие 1шзкон производительности и невысокой точности применяют в ремонтном деле для изготовления небольших партий и сравнительно неточных цилиндрических зубчатых колес с прямыми и косыми зубьями 10-й степени 2 ТОЧНОСТИ. Дисковые модуль- ные фрезы изготовляют двух типов: с нешлифованным профилем зубьев для черновой обработки и со шлифованным профилем для чистовой обра-Рис. 76. Зуборезные инструменты: а - дисковая зуборезная модульная фреза; б - пальцевия модульная фреза 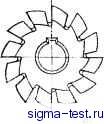  ботки. На профиле зуба фрез для черновой обработки делают канавки для дробления стружки, а для улучшения условий резания передний угол выполняют равным 5-10°. Фрезы для чистовой обработки имеют перед1шй угол, равный нулю. Нарезание зубьев производят методом копирования, поэтому профиль зуба фрезы для чистовой обработки должен точно соответствовать профилю впаднны зуба прямозубого цилиндрического колеса. Рабочий участок профиля зуба фрезы соответствует эвольвенте. Теоретически для каждого нарезаемого колеса необходимо иметь свою фрезу, но это неэкономично, потребуется большое количество фрез. Допуская некоторые погрешности профиля, предусмотрено одной фрезой данного модуля обрабатывать зубчатые колеса определенного диапазона чисел зубьев. Профиль зуба при этом соответствует наименьшему числу зубьев колеса данного интервала. Например, профиль фрезы № 5 рассчитан по впадине зуба с числом зубьев 26. Предусмотрено два набора фрез. Набор из 8 фрез предназначен для нарезания зубчатых колес с .модулем до 8 мм, набор из 15 фрез - для колес с модулем свыше 8 мм. Номера фрез в зависимости от числа зубьев обрабатываемого колеса: Номер фрезы........... 1 2 3 4 Число зубьев колеса, шт.....12-13 14-16 17-20 21-25 Номер фрезы........... 5 О 7 8 Число зубьев колеса, шт...... 26-34 35-54 .55-134 135-Рейка Для чернового и чистового нарезания прямозубых цилиндрических колес 9-й степени точности во ВНИИинструменте разработаны высокопроизводительные сборные острозаточенные дисковые фрезы. Пальцевые модульные фрезы (рис. 76, б) обычно применяют для нарезания прямозубых, косозубых цилиндрических и шевронных зубчатых колес крупного модуля (т - 10 ч-50 мм). Пальцевые фрезы состоят из двух частей: режущей / и хвостовой 2 для закрепления фрезы в шпинделе станка. Режущая часть фрезы может быть цельной, сборной со вставными или приваренными пластинами. Пальцевые фрезы для черновой обработки изготовляют с передним углом 5-10° и канавками для дробления стружки. У пальцевых фрез для чистовой обработки передний угол равен нулю. Профиль зубьев шлифован и затылован. Профиль зубьев пальцевой фрезы для прямозубых цилиндрических колес соответствует (Ьорме впадины зуба колеса. Для косозубых и шевронных колес ирофиль зуба фрезы отличается от профиля впадины, в этом случае необходим специальный расчет профиля зуба фрезы. S. ЧЕРВЯЧНЫЕ ФРЕЗЫ Червячная фреза представляет собой одно- или многозаходный червяк, который имеет определенный исходный контур зубчатой рейки, а расположенные вдоль оси продольные стружечные ка- шшшмжщщ  t a. Рис. 77. Червячная фреза цельная: а - общий вид фрезы; б, е. г - профиль зуба фрезы в нормальном сечении; - наружный диаметр; - делительный диаметр; t - осевой шаг; - нормальный шаг; окр - окружной шаг фрезы; s.. - толщина зуба; h - высота зуба; h - высота головки; k - величина спада задней поверхности иа вершине зуба; а - угол профиля навки образуют зубья с режущими кромками, необходимые для обработки резанием. Зубья фрезы затылованы. Червячные фрезы предназначены для нарезания цилиндрических колес с прямыми и косыми зубьями, червячных колес и шлицевых валов. Широко применяются многозаходные (двух-трехзаходные) червячные фрезы, способствующие повышению производительности от 30 до 70 % по сравнению с однозаходными. Сборные червячные фрезы большой длины (L = 180-220 мм) с широкой режущей частью зуба {W = 19-7-23 мм) позволяют значительно сократить расход быстрорежущей стали, увеличивают число возможных передвижек и переточек фрезы, благодаря чему повышается срок службы фрезы, ее эффективность и снижаются потери времени на смену инструмента. Повышение периода стойкости фрез достигается путем увеличения твердости режущей части фрезы (HRC 66-68), увеличения задних углов по вершине зуба (а = 12-16°), задних углов на боковой режущей кромке (ад = 4 -f-6°) и применения остро-заточенных фрез. Скругленце головки зуба фрезы по радиусу способствует повышению периода стойкости фрезы и нагрузочной способности зубчатого колеса. Автоматическое перемещение фрезы в процессе резания, благодаря равномерному изнашиванию зубьев, значительно повышает срок службы фрезы. Модуль и угол профиля фрезы должны быть равны модулю и углу профиля нарезаемого колеса. Червячной фрезой одного и того же модуля можно нарезать зубчатые колеса с различным числом зубьев (рис. 77, а). Затылование зуба фрезы 1 производят
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


