

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 [ 34 ] 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 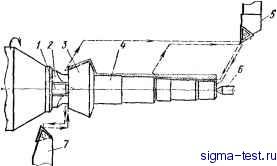 Рис. 66. Схема обработки заготовки конического колеса-вала Опорный торец и базовые шейки хвостовика под последующее зубонарезание обрабатывают двумя методами: на шлифовальных многокруговых станках или специальных жестких токарных станках на высокой скорости с малой подачей со снятием небольшого припуска. В последнем случае по сравнению со шлифованием сокращается время обработки с сохранением качества. Схема обработки заготовки конического колеса-диска за две операции в условиях массового производства показана на рис. 67. На первой операции окончательно растачивают базовое отверстие и протачивают опорный торец. Зажим осуществляют по наружному диаметру в трехкулачковом патроне с опорой на три сферических пальца. На второй операции производят окончательное протачивание конуса вершин и дополнительного конуса. Центрирование и зажим осуществляют по отверстию разжимной оправки. Опорный торец устанавливают на 6-10 сферических пальцев. Конические колеса находят широкое применение в общем машиностроении, они часто требуют специальной технологии 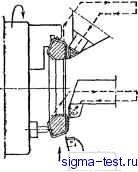 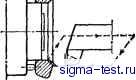 Рис. 67. Схема обработки заготовки конического колеса-диска: о I- первая операция; б - вторая операция Рис. 68. Стоимость обработки (%) конически и гипоидных передач в зависимости от метода нарезания зубьев (по данным фирмы Gleason) 21. Снижение уровня шума (дБ) передачи с круговыми зубьями при отделке и подборе Ю 100 500 S000 шт
изготовления в зависимости от поставленных перед ними требований. Колеса авиационных двигателей для уменьшения массы необходимо изготовлять сложной формы. В связи с этим установочные базовые поверхности важно выполнять в заданных допусках. У конических колес-дисков сложной формы и большого размера, например, грузовых автомобилей заготовки обрабатывают на вертикальных многошпиндельных токарных полуавтоматах за несколько операций. При нарезании конических колес с круговыми зубьями, аналогично цилиндрическим колесам, черновое зубонарезание является самой трудоемкой операцией, поэтому на этой операции зубья нарезают на специальцых высокопроизводительных зуборезных станках. Зубья колеса нарезают методом врезания трехсторонней головкой; зубья шестерни - методом обкатывания специальными резцовыми головками с увеличенным числом резцов. Снятие фасок с острых кромок зубьев колеса на некоторых черновых зуборезных станках совмещается с черновым нарезанием зубьев. На зубьях шестерни фаска снимается на отдельных станках после чернового нарезания зубьев. Чистовое нарезание зубьев можно производить различными методами. Стоимость обработки конических н гипоидных передач автомобиля (г, = 10, = 40, т == 4,5 мм, материал сталь 20ХН2М, твердость НВ 160-190) тремя методами показана на рис. 68. Чистовое нарезание зубьев колеса производилось методом копирования 7 и 2 и методом обкатывания 3; чистовое нарезание зубьев шестерни во всех случаях - методом обкатывания при постоянных установках станка. Из трех методов нарезания самым экономичным для данной пары зубчатых колес при обработке большого числа деталей является метод копирования а самым неэкономичным метод обкатывания 3. WecmpKJi Заготобии Колесо Чертбое мезаиие Штие ipacm с острых кромок эубьеВ Возмотио собмещение Т- трезате Снятое (росок с острых кромок зубьеб Чистовое нарезание Согнутой стороны Чистовое нарезание ёыпук/1ой стороны зубьев ЧистоВое nojieiame зуб1 -i Л контроль зубьеб до термообработки Г----- TepnutecKCn обработка промывка деталей Зспата шестерни и колесе 6 штампах Шли(родка базобь.х поверх остей РсОбор в пары (комплекты) Притирм пары (тмплета) Окончательный контроль 1\оип/1ектод ока деталей Сборка Рис. 69. Схема технологического процесса обработки автомобильных конических колес с круговыми зубьями Если у конических передач зубья нарезают и притирают, то опорный торец 2 колеса-вала (см. рис. 62, б) и опорный торец 2 колеса-диска (см. рис. 62, е) шлифуют только в незакаленном виде. Когда зубья конических передач нарезают и шлифуют, опорный торец должен шлифоваться также и после термообработки перед шлифованием зубьев. Снизить уровень шума конических и гипоидных передач автомобильного типа можно путем введения дополнительных операций (табл. 21). Схема типового технологического процесса обработки автомобильных конических колес с круговыми зубьями приведена на рис. 69. ГЛАВА IV ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ Зажимное приспособление должно иметь достаточную жесткость, чтобы избежать вибрации и деформации при зажиме заготовки и в процессе резания, а также обеспечивать точное и стабильное
|
|||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


