

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 [ 29 ] 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 в) гипоидные и конические колеса грузовых автомобилей, автобусов, тракторов Я = (1,5ч-1,7)/i; г) конические колеса с криволинейными зубьями общего машиностроения Н = h. 2. БАЗЫ И ИХ ВЫБОР Базированием называют придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базой называют поверхность или сочетание поверхностей, ось, точку, принадлежащие заготовке и используемые для базирования. По назначению базы разделяют на три вида: конструкторские, технологические и измерительные. Выбор баз на заготовках зубчатых колес зависит от формы, размера и точности изготовления колеса. Как правило, если это позволяет размер и форма колеса, то все операции, связанные с обработкой и контролем зубьев, следует производить от конструкторских баз, т. е. стремиться к совмещению конструкторских, технологических и измерительных баз. Это необходимо во избежание накапливания ошибок и уменьшения числа поверхностей, обрабатываемых с жесткими допусками. Однако иногда отходят от этого правила и в качестве технологических баз при зубонарезании и зубошевинговании выбирают поверхности, которые обеспечивают более устойчивое положение заготовки в процессе резания. В этих случаях поверхности, принятые за технологические базы, должны бьггь точно изготовлены по отношению к конструкторским и измерительным базам. В качестве опорного торца, если это возможно, выбирают торец, имеющий наибольший диаметр, он обеспечивает более устойчивое положение заготовки при обработке зубьев. Целесообразно также в качестве базы использовать тот торец, который обрабатывается за один уставов с отверстием. Колеса-валы обычно базируют от центровых отверстий, которые дополнительно должны иметь углубление в виде выточки для предохранения от забоин и других повреждений. У колес-дисков, которые базируют по отверстию и торцам, опорные торцы должны быть плоские, перпендикулярны оси отверстия и параллельны между собой. При выборе баз у зубчатых колес со шлицевым отверстием прежде всего необходимо определить, по какому способу шлицы центрируются с сопряженной деталью. Большинство эвольвентных шлиц центрируются по боковым поверхностям зубьев шлиц, но может быть посадка по внешнему диаметру. Независимо от способа центрирования необходимо, чтобы после протягивания шлиц все поверхности заготовки были расположены концентрично относительно шлиц. Проще и экономичнее базирование зубчатых колес со шлицевым отверстием производить по внутреннему диаметру шлиц на гладкой оправке. Если шлицы зубчатого колеса центрируются с сопряженной деталью по боковым поверхностям зубьев шлиц, то внутренний диаметр шлиц должен быть протянут концентрично боковым поверхностям. Когда центрирование осуществляется по внешнему диаметру шлиц, то внутренний диаметр должен быть протянут концентрично внешнему диаметру и боковым поверхностям зубьев шлиц. Чтобы обеспечить хорошую концентричность внутреннего и внешнего диаметров и боковых поверхностей зубьев шлиц, необходимо все эти три поверхности протягивать одновременно специальной протяжкой. Базирование цилиндрических зубчатых колес. У колес-валов с модулем примерно до 6 мм при нарезании и шевинговании зубьев в качестве технологических баз используют центровые отверстия на торцах вала. Детали с модулем более 6 мм и большой длиной базируют по посадочным шейкам с упором в торец, при необходимости используют люнеты. При зубофрезеровании и зубошевинговании зубчатых колес-дисков в качестве технологических баз применяют посадочное отверстие 3 (рис. 62, а), один или оба торца / зубчатого венца; торцы 2 ступицы используют в качестве баз при контроле и сборке. Шевингование следует производить от тех же баз, которые использовались при зубофрезеровании. Чтобы избежать прогиба заготовки при обработке, опорный торец должен располагаться как можно ближе к зубчатому венцу, иметь достаточно большую, хорошо обработанную и перпендикулярную оси отверстия поверхность соприкосновения. У цилиндрических зубчатых колес-блоков нарезание, шевингование, контроль зубьев и сборку выполняют с базированием по отверстию. Базирование конических зубчатых колес. Конические колеса-валы (рис. 62, б) на зуборезных, зубоотделочных и контрольно-обкатных станках базируют на две посадочные шейки 5, 9 и опорный торец 2. Здесь имеет место совмещение конструкторских, технологических и измерительных баз. Базирование по одной шейке 5 не допускается. Конические колеса-диски (рис. 62, в) при обработке зубьев и контроле базируют по посадочному отверстию 3 и опорному  а) Ю Tf ; 2 г- 7 Рис. 62. Базы при обработке зубчатых колес 4 Калашников С. Н. 97 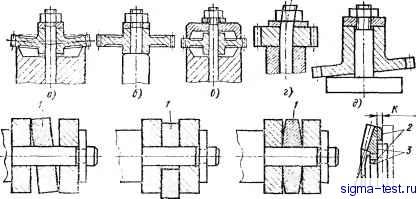 Рис. 63. Базирование и погрешности заготовки торцу 2. В этом случае совмещаются конструкторские, технологические и измерительные базы. Поверхности конуса вершин зубьев 4 и торца 8 используют при закалке в штампе. У конических колес со стунпцей и шлицевым отверстием (рис. 62, г) за технологические базы при зубообработке и контроле принимают шейку ступицы 7 и торец 2, шлицы в отверстии используют для передачи крутящего момента. Поверхности 2 \\ 7 являются также сборочными база.ми. Влияние базирования н погрешности заготовки иа точность изготовления зубчатого колеса показано на рис. 63. Неправильно производить базирование заготовки по торцу зубчатого венца, а зажим за торец ступицы (рис. 63, а), так как в этом случае происходит прогиб заготовки. Базирование и зажим заготогки по торцам ступицы (рис. 63, б) используют только при контроле. Прн обработке зубьев базирование и зажим заготовки следует производить по торцам зубчатого венца (рис. 63, в). Если базовые торцы заготовки неперпендикулярны оси отверстия (рис. 63, г), то при зажиме заготовки происходит изгиб зажимного приспособления. Аналогичный пример показан иа рис. 63, д, когда опорный базовый торец заготовки неперпендикулярен оси отверстия. Зажим таких заготовок также вызовет прогиб оправки, а следовательно, погрешности в зубчатом колесе при его изготовленпи. Характерные примеры установки неточных заготовок 1 в зажимное приспособление показаны иа рис. 63, е, ж, з. Увеличенный диаметр базового отверстия (рис. 63, ж) вызывает в зубчатом колесе повышенное радиальное биение. Отклонение от перпендикулярности базовых торцов относительно оси отверстия (рнс. 63, е), биение и отклонение от параллельности базовых торцов (рис. 63, з) вызывают погрешности шагов, направления зуба, радиальное биение и т. д. Следовательно, качество изгото-
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


