

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [ 27 ] 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 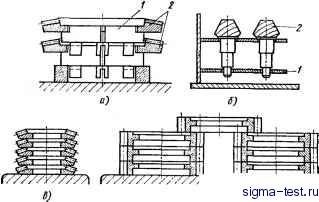 У7777У777777777УУ\ г) Рис. 57. Примеры правильной и неправильной установки зубчатых колес на поддоне: с, б - правильная установка; в, г - неправильная Когда закалка в прессе не производится, колесо-вал удобнее устанавливать в поддон хвостовой частью вверх. Азотирование производится при температуре 500-560 °С в аммиаке. Аммиак при этой температуре распадается на азот и водород. Азот соединяется с некоторыми лигирующими элементами стали, образуя нитриды, имеющие высокую твердость. Алюминий является наиболее сильным элементом, соединяющим нитрид. Для азотирования применяют и другие стали, легированные хромом, ванадием и молибденом. Азотирование обеспечивает повышенную износостойкость, более высокий предел усталости и меньшую деформацию по сравнению с другими методами химико-термической обработки. Глубина азотированного слоя от 0,1 до 0,9 мм достигается в течение 10-100 ч. Азотированию подвергаются зубчатые колеса, применяемые в самолетостроении, а также измерительные конические колеса с прямыми и круговыми зубьями без последующего шлифования зубьев. Прессы для закалки зубчатых колес Для уменьшения деформации после термической обработки используют специальные закалочные прессы. Для закалки колес-валов фирма Gleason выпускает трехпозиционные закалочные прессы, каждый шпиндель которых работает самостоятельно. Нагретая шестерня устанавливается в загрузочный механизм, нажимается пусковая кнопка и пресс начинает работать в автоматическом цикле. Загрузочный механизм переносит шестерню в положение центров, где струя воздуха охлаждает и очищает центровые отверстия. Верхний центр, опускаясь вниз, зажимает шестерню в центрах и приводит ее во вращение. К шейкам шв- 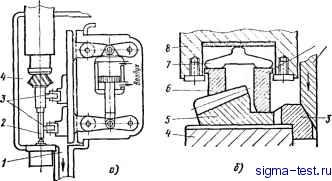 Рис. 58. Схемы зажима конических колес в закалочном штампе: о - колеса-вала; б колеса-днска стернн 2 (рис. 58, а) подводятся ролики 5 с небольшой силой, благодаря чему деталь во время враш,ения выпрямляется и предохраняется от деформации при закалке. Это обстоятельство исключает операцию правки колеса-вала после закалкн и шлифования торца после термообработки. После установки шестерни в центры загрузочный механизм отходит в исходное положение, закрывается кожух и начинается быстрое заполнение камеры 4 маслом с температурой около 50 °С насосом с подачей 1370 л/мин. В конце цикла масло из камеры закалки направляется по каналу / в резервуар, открывается кожух и шестерня с помощью загрузочного механизма удаляется из пресса. Конические и цилиндрические колеса дискового типа зажимаются в штампах по торцу или по поверхности конуса вершин зубьев и отверстию. Колесо 5 устанавливается на нижний штамп 4 (рис. 58, б). В верхнем штампе 6 расположены два кольца / и 6 (каждое кольцо состоит из нескольких секторов), которые могут перемещаться в вертикальном направлении одно относительно другого при помощи качалок 7. Кольцо 6 контактирует с поверхностью конуса вершин, а кольцо I - с торцом фланца колеса. Конус 2 при перемещении вниз через разрезную втулку 5 удерживает от деформации отверстие колеса. Нагретое колесо устанавливается на нижний штамп 4, автоматически выдвигаемый стол из-под верхнего штампа, для удобства загрузки и выгрузки детали. Когда стол с нижним штампом подойдет под верхний штамп 8, последний быстро опустится вниз до контакта с деталью, затем перемещение верхнего штампа автоматически замедляется и на медленной подаче с определенной силой выпрямляется колесо, находящееся в нагретом состоянии. После зажима детали начинается подача масла для закалки. Время цикла закалки составляет 6-10 с. Характер деформации зубьев В процессе цементации и нитроцементации цилиндрических и конических зубчатых колес всегда происходят изменения основных поверхностей зубчатого колеса - овальность и конусооб-разность отверстия, отклонение от плоскостности опорного торца, биение шеек относительно центров и т. д., а также деформация зубьев. Обычно деформация колеса воздействует на деформацию зубьев, однако возможна деформация зубьев и без существенного изменения самого колеса. В цилиндрических зубчатых колесах деформация оказывает влияние на эвольвентный профиль и угол наклона зуба косозубых колес. При цементации профиль зуба изменяется - угол профиля (зацепления) увеличивается (рис. 59, а) в зависимости от модуля и глубины слоя цементации. Отклонение эвольвентного профиля при цементации следующее: Модуль, мм......... Отклонение эвольвентного профиля, мм......... 1,5-2,0 2.0-4,0 4,0-6,5 0,005-0.0076 0,0076-0,020 0,020-0,025 Цементация вызывает также выпрямление зуба, т. е. уменьшение угла наклона линии зуба косозубых колес. Изменение хода винтовой линии в зависимости от угла наклона зуба при цементации: Наклон зуба, град 5-10 10-20 20-30 30-40 Изменение хода винтовой линии, мм...... 0,005-0,0076 0,0076-0.013 0,013-0.018 0,018-0.025 Приведенные величины отклонения эвольвентного профиля и изменения хода винтовой линии при цементации могут меняться в зависимости от материала, вида термической обработки, формы и размера зубчатого колеса и т. д. У конических колес с круговыми зубьями обычно зубья шестерни изменяются в большей степени, чем зубья колеса. Деформации, как и у цилиндрических зубчатых колес, направлены в сторону уменьшения угла наклона зуба, т. е. зубья выпрямляются. В результате выпрямления зубьев пятно контакта на выпуклой стороне зуба перемещается к пятке, а на вогнутой - 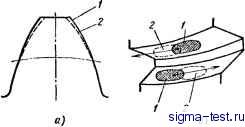 Рис. 59. Характер деформации профиля зуба (а) и пятна контакта (б): у - до термообработки; 2 - после термообработки
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


