

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Зубчатые колеса передачи 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 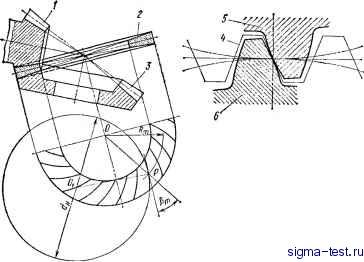 Рис. 38. Схема зацепления сопряженных конических колес с плоским производящим колесом ИСХОДИТ ИЗ того, что у двух сопряженных зубчатых колес передачи только один элемент - шестерня обрабатывается методом обкатывания. В обкатной передаче оба элемента обрабатываются методом обкатывания. Более подробно этот вопрос будет рассмотрен ниже. Отметим, что у полуобкатных передач боковые поверхности зубьев колеса и шестерни теоретически точно не совпадают, в результате чего пятно контакта имеет диагональную форму. Однако в настоящее время разработано достаточно средств для устранения этого недостатка. Плоское производящее колесо имеет угол делительного конуса, равный 90°. При формировании зубьев конических колес плоское колесо имеет такое же значение, как зубчатая рейка при изготовлении цилиндрических колес, и является как бы кольцевой рейкой для конических колес. Плоское колесо материально не существует, это воображаемое коническое колесо, которое образуется зуборезным станком и режущим инструментом. При изготовлении конических колес плоское колесо заменяется инструментом, резцы которого воспроизводят зуб этого плоского колеса. Плоское колесо, так же как и зубчатая рейка, является определяющим исходным элементом при образовании зубьев конических колес, по этой причине оно называется плоским производящим колесом. Основным условием для достижения точного зацепления двух сопряженных конических колес является совпадение относящихся к ним плоских производящих колес, другими словами, зубья сопряженных конических колес при нарезании должны обкатываться с одним и тем же плоским производящим колесом. Схема двух сопряженных конических колес / и <?, которые одновременно находятся в зацеплении с плоским производящим колесом 2, показана на рис. 38. Нарезание зубьев производят резцовой головкой с номинальным диаметром d . Зацепление можно представить таким образом, что зубья плоского производящего колеса 4 изготовлены из бесконечно тонкой пластины и находятся между зубьями 5 и 6 двух зацепляющихся колес и точно сопряжены с каждым из них. Следовательно, если два конических зубчатых колеса точно сопряжены друг с другом, то они сопряжены с одним и тем же производящим колесом. Справедливо и другое условие. Если два конических зубчатых колеса сопряжены друг с другом, тогда производящие их колеса будут сопряжены между собой. Любой элемент конической зубчатой передачи, сопряженный с одним производящим колесом /, будет сопряжен с любым другим производящим колесом 2, при условии, что их делительные конусы касаются, а вершины конусов совпадают в одной точке (см. рис. 34). Схема нарезания зубьев конического колеса с криволинейными зубьями на зуборезном станке показана на рис. 39. Основным элементом при нарезании зубьев является воображаемое производящее колесо /, которое, с одной стороны, находится в зацепле-   Рис. 39. Сх .;а иаресзкия конических колес с хриволиипйаьши зубьями НИИ с обрабатываемой шестерней 3 и совершает совместно с ней движение обкатки, с другой стороны, зубом производящего колеса являются резцы 2 резцовой головки, которые, совершая движение резания, формируют профиль зуба обрабатываемой шестерни. На этом принципе основан процесс нарезания зубьев конических колес. Число зубьев плоского производящего колеса ортогональных конических передач Нарезание конических колес с криволинейными зубьями методом обкатывания производят двумя типами производящих колес: плоским н конусным. Плоское производящее колесо имеет угол делительного конуса, равный 90°, его применяют при обработке на зуборезных станках без наклона шпинделя инструмента. На этих станках обычно нарезают зубья колеса и шестерни методом обкатывания. Октоидный профиль зубьев сопряженной пары образуется одним и тем же плоским производящим колесом. Конусное производящее колесо с углом делительного конуса меньше 90° применяют на зуборезных станках, у которых шпиндель инструмента может наклоняться на угол до 30°. Эти станки предназначены для нарезания зубьев шестерни полуобкатных конических и гипоидных передач методом обкатывания с наклоном шпинделя инструмента. При нарезании зубьев полуобкатной передачи колесо и шестерня не имеют общего плоского производящего колеса. Для нарезания зубьев шестерни плоское колесо заменяется конусным производящим колесом. Конусное производящее колесо образуется, как и плоское воображаемое колесо, зуборезным станком и резцовой головкой и теоретически соответствует форме сопряженного колеса. Таким образом, сопряженное колесо косвенно является инструментом для нарезания зубьев шестерни и имеет так же, как и плоское колесо, прямые боковые поверхности зубьев. 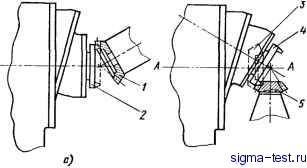 Рис. 40. Схема нарезания зубьев колеса (а) и шестерни (б) полуобкатной пере- пячи
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


