

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [ 27 ] 28 29 30 31 32 33 34 35 36 37 38 39 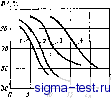 Рис. 3. Влияние плотности тока иа катодный выход цинка по току в цианистом электролите, содержащем (г,/л) 35Zn eT, )0aCNцg,, 75 NaOHogm, при соотношении < Czn т Н>и различной температуре, С: / - 30; 2 - 10; -f - 50; 4 - вО Органические вещества добавляют к циачистому цинковому электролиту главным образом для получения блестящих осадков. Блескообразующее действие большинства нри.меияемых добавок уменьшается или совсем исчезает при О 30 С. Составы и режимы работы цианистых электролитов приведены в табл. 4 и 5. Вредные примеси - это небольшие количества Си, РЬ, Аь, Sb, Sn, Ni в цианистом электролите, снижающие либо устраняющие блеск осадков. Примеси Ci (>1 мг/л) вызывают значительное снижение выхода металла ио току и отслаинлнне осадка. Вредной примесью яв.1як)тся также соли Мп. Вредное дс1с[вие примесей многих металлов устраняется химическим осаждением из раствора в виде сульфидов серосоде[1Ячащими соединениями (на- Рнс. 4. Влияние концентрации Zner г/л) иа катодный выхо цинка по току при соотношении С [уд : С2п= 2,7, содержании 75 г/л NaOHo(5m н температуре 80 С; J - 32; г - 40; 3 - 48 [:римср, Najb). цинковой пылью а и восстановителями (фенилгидрьзщ--, альдегиды). Медь легче удаляется цинковой пылью, так как сульфиды меди хорошо растворимы в цианистом элск.-тролите. После добавления к электролиту 5-10 г/л цинковой пыли раствор следует выдержать в течение 24 ч ирн 45 °С, а затем проработать при комнатой температуре постоянным током при 1к 5-ь9 Л/дм в теченне О !)-2 ч иа св,1нцопых катодах и от фильтроваш. Щелочные нецианистые (цинкатиые) электролиты. Основными компонентами цннкатиых электролитов являются комплексная сол-цинка Na2Zn(0H), или K2Zn(0H), р свободная щелочь NaOH или КОН В нинкатном растворе цннк находи гея в виде комплексных ионов 2п(0Н)-, а на катоде восстаиоачиваются преп-мущсстненно частицы Zn(0H)2 п Zn(0H)3, В отсутствие специальных добавок из этих электролитов выделяются губчатые осадки Zn лаже при малых плотностях тока - ниже предельного тока диффузии ионов Zn, Добавление к цин-катному электролиту 1-3 г/л поли-этиленнатнамииа (ПЭПА) или полн-Эиленимииа (ПЭИ) позволяет получать при достаточно высоких ц компактные осадки Zn. Катодная поляризация в циикатных электролитах (без добавления органических ПАВ) имеет характер преимущественно концентрационной поляризации, поэтому допустимый верхний пре.аел плотности тока возрастает с по-Бышеинем концентрации Zn, температуры и скорости перемешивания раствора (рис. 5). При перемешивании электролита сжатым воздухом допустимый предел катодной плотности тока возрастает в 1,5-2 раза. Наибольшее влияние на равномерность распределения металла на катоде оказывает концентрация Zn в электролите, при повышении которой рассеивающая способность ухудшается. Концентрация свободной щелочи, необходимой для устойчивости комплексной соли Zn и нормального растворения Zn анодов, должна быть тем больше, чем выше концентрация Zn, Опюшенне общей концентрации ще- I I I I 1 I Т 7 1 1 1 I 1 I 1111 I t I I I I I I I I I 1 1111 5 I I 1 \ 1 ю о 1111 I I 1 в: 5s I I I 1 I I 1 I 1 I I I I I I I 1 J I I I - СО t I 5 I 5 7, A I 1 I I I I с о S I- .5 -i S = S Й >-\ s Ч о s m я S о 5 1° iS = S I ite! ЦИНКОВАНИЕ 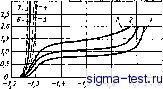 Рис. 5. Катодные по.тяризанионные кривые в циикатном электролите, содержащем 0,06 0,43 и, Zn -I- 1,4 + 1,5 я. NaOH goO -у 0,2 0,4 н. N.i.CO при 50 С н различной концентрации циина: I. -0,06 и,; 2, .5-0,12 н.: 3. / - 0,24 н.; в - 0,43 и.; 1, 3, 6. 2 без перемеиивання; 4. 5, 7 - с перемсшип.!-ние.м лочи к концентрации Zn (в г-экв/л) составляет примерно 9-10. В качестве блескообраэуюнтх до-банок к цннкатиоыу электролнly пред-лол(ены ароматические альде1ИД1,1, по-лиинниловые спирты, полиалкиламин(,1, алкиламнны и продукты конденсации аминов с эпихлоргидрином илн с окисью эти leii.i, продукт взаимодействия этилендиамнна с эпихлоргидрином (50, о-ны1 водный раствор). Вредное влияние на кжодный про цесс в цин;агном э.текipo.iHrc оказывают нитраты, бихроматы, HjO>, в присутствии которых снижается выход металла по TOicy и ухудшается равномерность распределения металла по катодной поверхности. Анодная поляризация в цнпкатиых электролитах до определенной плог-ности тока сравнительно невелика и мало меняется при изменении состава электролита. Прп увеличении плот- ности тока наступает пассивирован,le анода - потенциал резко смещается в сторону положительных значений. Аноды для цинкования в цннкатных электролитах можно изготовлять из технического Zn, содержащего до 1 г, примесей Sn н до 0,5-1 % РЬ. Не рекомендуется применение анодов, со-держапп1х А1. Составы ц режимы работы цинкат-ных электролитов приведены в табл. 6. Пнрофосфатные электролиты. И с-ходными компонентам и для приготовления пиpoftюcфaтныx электролитов могут быть ZnSOi X X 7Н,0, Zn{0H)2 или ZnO и пнро-фосфорнокнслые соли Na, К и аммония. Пирофосфаты калия и аммонии лучше растворяются в воде, чем NajPgO,. lOHjO, из них можно готовить более концентрированные рас-1В(ры, об.шдающие и большей электропроводимостью. Однако эти со.ти менее досгуппы Ио-за ограниченного и.х производства. При введении Zn504.7H20 в раствор KiPjOj.anp или Na4P,p, X X lOHjO образуется сначала осадок ZnPjO который затем растворяется в избытке пирофосфата щелочного иегатла с образованием комплексно!! со,ш KeZii(P30,).j. Процесс электроосаждеиия Zn из пирофосфатных электролитов проте-Kaei при повышенной катодной поляризации, которая обусловлена как ди())уз1гоннымн ограничениями, та;. и торможением электродной реак- ЦИ.1. Положительное в,1иянне на качество ка годных осадков и кинетику катодного процесса а пирофосфатных элект- и р?жим1Г осаждения ° в цинкования (г, л), применяемых за рубежом.
Электролиты для ианесеиия цинковых покрытий и сплавов , Составы цникатных электролитов цинкования (г/л) и режимы осаждения Компоненты .Ns электртита
Примечания- 1, D электролетах .V,- 4 и 5 анодный 01,ход по току заметно сии- ается начиная с плотности тока 4-5 А/дм При этом поверхность анода покрывается пассивирую.цей п.пенкой черного цве-ia. Так как катоднмй выход пп току при , < 4 Airm виже чег/ анодный, то для поддера,ания постоянства состава э.те.:тролита можно вести элек- = °по%ГГиз 15,Гк?рГ;,= ;5б пу;, напряжениями, с поЕыи]еиипП эластичностью и прочностью .ения с оснопой п в электролите N. 7 осаждаются блестящие покрытия. Ьлескоо6ра о атель 11БЦ-0 вводи-ся только при при.отовлш.ии электролита. Корректирование мектролита по мере ослабления блеека покрытия пт-поднтся добавлением блоскообразователя НБЦ-К. роли rax оказывают органические ве щества, В присутствии этих добавок повышается допустимый верхний предел плотности тока. Лучшие по качеству осадки Zn получаются прн температуре около 50 °С, Блестящие осадки образуются в присутствии декстрина н фурфурола при 30~35C и п.лотности токи 1- 5 А/дм, При повышении температуры электролита блеск исчезает. Чем ниже Концентрация Zn и температура электролита, тем меньше допустимая плотность тока на катоде. Цинковые аноды плохо растворяются в пирофосфатных электролитах вследствие пассивирования, которое проявляется тем сильнее, чем выше анодная плотность тока, ниже температура и концентрация свободного Для депассивацни анодов и улучшения их растворения к пирофосфатному электролиту рекомендуют добавлять сегнетову соль, щавелевокислый натрий, МазС Н,0 (NHJaCeHO (NHJ2HPO4 и NHjCl. Составы и режимы работы пирофосфатных электролитов приведены в табл, 7 и 8, Аммяакатиые электролиты. Такой электролит цинкования получают 7. Составы пирофосфатиых электролитов цинкования (г/л), применяемых в СССР, и режимы осаждения
Примечания: 1. Добавление к электролиту Я 1 1-3 мл/л фурфурола способствует образоваиню иа катоде зеркально-блестящих осадков Zn при 30-35 Си 1= 1- -h5 A/дм Для предупреждения образования пнтгинга на блестящей поверхности Zn в электролит рекомендуют вводить 0.15 г/л лзурилсульфата натрия. 2. Из электролита № 2 осаждаются блестящие осадки Zn. 3. В электролите Кв 3 осаждение Zn производится прн перемешивании. При 20 X плотность тока до 2 А/дм*. 4. Электролит Л9 4 рекомендуется применять для цинкования мелких деталей во вра-щаЕощихся барабанах н колоколах, Н. составы пйрофосфатных элбкТрбЛнтбв циНКОваНия (г/Л), применяемых за рубежом, и режимы осаждення
Примечание. Электролит № 4 примела етсп для цпнковг.ння детале1 в барабанах й колоколах. растворением ZiiO или Zn(OH), в пз-ытке NHjCl и,1И (NH4)2S04 по реак-ши ZnO + 2NH,CI-v Zn(NH3)2Cl2 + + HO; Zn(0H)2 + 2NH4Cl->--v Zn(NHa)2Cl.i + 2H2O, Содержание Zn в насыщенном pac-fbope NHjCl зависит от рН среды, Минимальная растворимость ZnO 14 г/л) соответствует нейтральной области в пределах рН 6,3-7,0, При батее высоком и более низком эначе-аиях рН растворимость резко возрастает (рис. 6), При введении ZnO в насыщенный раствор (ЫН )з504 образуются соответствующие комплексные соеди-яения типа Zn{NH)2S04, растворн-иость которых при рН > 7 также резко возрастает. При уменьшении рН растворимость такой комплексной сопи, наоборот, снижается почти до нуля, и выпадает осадок труднорастворимой соли ZnS04-{NH4)2S04-H,0, Подобные соединения образуются также й при взаимодействии ZnO с -CH3COONH4. При увеличении концентрации NH4CI [а также (NN4)2504! поляризуемость кат<5да и рассеивающая способность при низких плотностях тока в щелочной области несколько возрастают. Благоприятное влияние NH4CI на рассеивающую способность сказывается также вследствие увеличения электропроводимостп, Лмми-акатные электролиты обладают хорошими буферными свойствами. Цинковые аноды при рН 6,6- 8,2 и ia > 0,8 А/дм пассивирую1ся, покрываясь пленками соли ц окислов, состоящими из Zll(NH3)2Cl2 и ZnCla-4Zn(OH)2. Наилучшими де-пассиваторами в аммиачно-уротропн-нооом электролите является CH,C00NH4 (80-100 г/л), С целью улучшения структуры осадков в аммнакатные электролиты вводят ПАВ. Температура аммиакатных электролитов должна быть 18- 40 °С. Катодная и анодная плотности тока составляют 1,5-4 А/дм в зависимости от концентрации Zn, рН и I Температуры электролита. Аноды из-; готовляют из чистого Zn. Выходы по S 7 S рМ Рис. 6. Растворимость окиси цинка в насыщенном растворе хлористого аммония (/) и растворимость NH.CI (2) в зависимости от рН току на катоде и аноде в рабочем интервале плотностей тока равны 90- 100 %. Составы и режимы работы аммиакатных электратитов приведены в табл. 9. Электролиты на основе аминокомп-лексных соединений Zn. К этой группе электролитов относятся растворы солей Zn, содержащие комплексы три-лон Б, этилендиамин, моноэтанола-мнн, трнэтлиоламнн, глнкокол (ами-иоукгуеная кислота), полиэтилен-потиамин и др, Этилендиаминовтлй электролит имеет следующий состав (г/л): ZnO............ 30 NH.Cl............ 180 (NH.IjSOi.......... ДО 30 C-lSO.-B/SHjO........ 2 бтилендиамнн (20 раствор) ............ 150 мл/л желатньл или столярны)! клр(1 1.0-1,5 Моноэтанол аминопын электролит имеет следующий состав (г/л): ZnO............. 30 NH.Cl............ 180 CdCb.2.5HsO........ 2 МЭА (40 %-ный pacinopl , , !6Г; мл/л желатина илт1 столярный к,;сГ! 1,0-1,5 Кадмий добавляют к электролитам в виде соответствующих ямииокомп-лексов Лая улучшения растворения анодов. Выделяясь контактно на Zn, Cd образует с Zn микрогальванопары, ускоряющие ионизацию Zn,
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


