

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 [ 25 ] 26 27 28 29 30 31 32 33 34 35 36 37 38 39 износостойкости и т. д.), этот препарат рекомендуется использовать только при защитно-декоративном хромировании. Другим аналогичным препаратом является Хромоксан, вводимый в электролит в качестве 0,15 г.л, Э1х)ективным методом снижения уноса электролита является применение специальных поплавков в виде шариков или цилиндров нз полиэтилена, полистирола, полипропилена или других полимерных материалов. При применении поплавков унос электролита уменьшается в 1,5-2 раза. Помимо Этого, поплавки являются Препятствием для чрезмерного испарения, снижая его в 2,5-3 раза. Наличие поплавков на поверхности Электролита ускоряет его нагрев н стабилизирует температурный режим хромирования. Поддержание постоянного уровня Э1Чектролита осуществляют путем пер(:однческого добавления раствора из ванны улавливания электролита. Это - ванна с теплым раствором непроточной воды, в которую детали должны погружаться для первичной промывки сразу же после их извлечения нз ваины хромирования. Доведение уровня электролита до нормы производят до начала Илн после окончания рабочей смены. 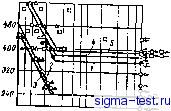 0,1 0,2 2 t Рис. 43. Влияние отпусла на предел вы-носличостн а,1 хромироБаЕ:иай стали SOXrCHA (HRC 45-4!)): 1 - шлифование, хромирование, шлифо ванне; 2 - шлифование, отпуск, хроми-роман1;е, шлмфовалне; ,? - шлифование, кромиреванне, шлнфопасие, отпуск; 4 - шлифопалис, отпуск, хромирование, отпуск, шлифование; 5 - и!Лифова11не. tn-пуск, хромирование, отпуск, (илифопанне, отпуск; число Циклов соответствуют значена,iM ШОООО, гсрООО, 2000СОО, 4080000, Электролит для хромирования не реже одного раза в месяц должен декантироваться - сливаться со вспомогательную емкость с целью удаления осадка, накапливающегося на дне Ванны, Для этого проводят также периодическую фильтрацию раствора с применением кнслото стойких фильтрующих материалов, Пс окончании рабочей смены рекомендуется с помощью магнита или специаль ных приспособлений извлечь из ванни случайно упавшие детали, подвески или другие металлические предметы во избежание нежелательного накопления в растворе ионов растворившихся металлов. Окончательная обработка хромированных деталей. Термическую обработку гюсле нанесения защитио-деко-ративных покрытий, как правило, не производят После нанесения износо стоиких покрытий с целью обезводороживания проводят нагрев на воздухе или в масле при температуре 200- 250 С в течение 2-2,5 ч. Однако такая термическая обработка рекомендуется лишь для тех длалей, которые в процессе эксплуатации не могут подвергнуться усталостному разрушению. Отпуск хромированных деталей при t = 200 X в течение 2 ч после шлифования приводит к еще большему (па 30 %) снижению предела выносливости о 1 стали, чем это наблюдается после хромирования без термической обработ,<и. Повышение а хромированных деталей может бь;ть достигнуто проведсн1:ем отпус:<а при 450-500 4.; и проведением трехкратного отпуска при 200 °С; до хромирования, после хромирования н после окончательной механической обработки (рис, Возможность использования высокотемпературного отпуска ограничена изменением физико-механических свойств стали и покрытия. Проведение трехкратного отпуска наиболее целесообразно для большпиства деталей, испытывающих в процессе эксплуатации циклические знакопеременные нагрузки. После хромирования припуск на шлифование и хонннговвине не должен превышать 15-30 % толщины наносимого слоя. Прн толщине слоя от 0,05 до 0,1 мм припуск ие должен превышать 15-20%, а при 6 более 1,0 мм - 25-30 %. Ra, мкм 0.08-0,16 0,16-0.32 0,32-0,63 0.63-1.2,5
Примечай! с, 1:рн;;ктке оСозна подача; Гд - окружагя с;4орость дет.-л чения: 1, - гопсречиая подача; У, - .родоль- Шлифование ch:imcct laixpo-таердость покрытий на 4-5 % и уве-4<ичивает пористость (плато га 1 м:.г) р 1,5-14 рьз. Степень с:;:же!1чя >1ИКротвердости и уве.тг1чс;;:;я поря-jCTOCTH возрастает с узе.!1Р.1;сш-:см сгибаемого припуска. При СНЯТИЙ при-чуска от 0,01 до 0,15 м.м j,;ni:poTBcp-JJoCTb снижается от 5 до 25 %\ а по-Т)ИСтость уБеличввается от 2 до 60 раз, .. В табл. 23 11 24 приведены рекомендуемые режимы шлисЮзгния хромовых лохрытий абразивными и а.:.ч;?знымн кругами. ,. Хониигование хронированных деталей осуществляется абразивными или алмазники брусками - (laftd. 25 и 2S). Наилуч1:111о результаты при хонингосамкп дает применение керосина в качестве СОЖ прн ее подаче со скоростью не менее 4 л/мии. Притирка хромнрогапных деталей осуществляется обычными абразивными пастами. Прн этом Ег.едепие в пасты 6-10 % НС1 ускоряет притирку и повышает качество поверх- ности. После притирки пастой, содер-жгщей НС1, требуется тщ.зтельная промывка деталей. При шлифован;!!! хромированных де-ТЗ.ЧСЙ, особенно из высокопрочных стл.тей, возникает оп.асность образова-гия под слоем хрома шлифовочных трещин. В целях иск.тючения появления этих трещин необходимо, чтобы шлифовальный круг соответствовал следующим требованиям: aтepиaл зернз . . корма.тьыьО 1ЛСктр01\0-руид 13, 14А, UA; 6е- лы(1 эле1;1рокорунД 22А, 23А, 24Л, 23А 25-50 СМ1-С1 структура . . . /..-i л связна . . . .керамическая (К), оа. келитовап (Б) зернистость твердость При ЭТОМ должен быть выполнен следующий режим резания: ;;опер? ая, м/дв. ход 0,005-0 015 продольная, мх/оо . . 2-10 окружная скорость, м/01 круга........ детали, не меисе ... о- расход СОЖ, л.с, ке менее 0.4 24. рекшмы иарушюго шлифования алмазным.) кругами AGO 00/63Б1 -100
Примечание. НЫс см. в табл. 23. Принятые оОозиаченпя; е,р окружная скорость круга, остал 25. Режимы хоиингойаиия боусками < электронооуипа иа . Русками из Белого
вп - -Т-11 м ni:(h н го = 2S-J-40 м/мяи для no4v.ir . РазлнчиоЛ wvucraToc/j Ка. мкм р 10- ,МПа <-<->ж, л м li 0.02-0,04 ,1,1-0.3 0.04 - 0,08 0.08-0,10 чения; rj - и) - ско-xohikiio- 0.16-0,3? 0,32-0,63 0.3-0,4 20-30 О, ,5-0.6 1.0-l,i> 10-la П р li м < пятые ооо.ч;ач иис- брусков детали. а н и е. П ния; р дгплс. з лоаерхиость ОСНОВНЫЕ НЕПОЛАДКИ ПРИ XPO.YiUPOBAHHH Помиуо с!!ещ1фических неполадок, возмоокних нри осаждении хрома из саморсгу,-1нрующихся н тетрахромат-ного электролитов, приведенных на с. 136,138 при хромировании возможны другие дз([екты, общие для большинства -мектролитоз хромирования (табл. 27). Удаление 27. Oj. еполадчи при хро ,иров.и,ии некачественных покрытий- Удаление некачественных покрытий осуществляки химнчеекич илн электрохимическим способом Химический способ состоит в раст-В0)сни;1 покрытий в 5-20.*о-нол растворе HCI при t 20-70 X. Длн улалспия покрытия с ,мсдн, латуни, никеля этот метод наиболее часто приенпм. При уда.тсинп хрома со сгали неоЗхотимо вводить в HCI Нсгола.;;к) ПриЧ11Н1.( неполадок Отслаиаание покрытия 3a. j3 , холодных ,ита,-;гйпод окг, *е Пиро;,и е Ча.;тнч110 покрытие поверхности деталей - па анодов а,н о?о? . Р SlSSrSS ; !: Д-- рован е Д-.пе, л суда, о . .еоГfpnS- Наросты, ирнгар на в, ступающих участках н краях Близкое расположение анодов к детали ?:в:-аЖ2Го!-£~тсмнсратурс
ХРОМИРОВАНИЕ ингибиторы, так как возможно растравливание и наводороживание стали. Скорость растворения хрома в растворе НС1 в зависимости от ее концентрации и температуры колеблется в пределах 100-200 мкм/ч. После удаления хрома со стальных деталей необходимо проводить обез-водороживаиие в течение 2-2,5 ч при <= 200-250 X, Электрохимический способ более безопасен по сравнению с химическим. Он особенно эффективен при снятии толстых хромовых покрытий со стальных деталей.Раствор для снят ия покрытий содержит 100-150 г/л NaOH или КОН. Обработку ведут на аноде, используя в качестве катодов стальные пластины. Температура t = 20-*-35 X, анодная плотность тока 1я = = 5-1-20 А/дм. Опасно присутствие в растворе хлоридов, способных иыз, вать растравливание и потемнение стали. При удалении хрома с никеля концентрация щелочи должна быть 40- 50 г/.т. а(= 18-20 X. /1ля удаления покрытий с цннко. вых отливок рекомендуется раетиср следующего состава (г/л): NajS.............. so NaOH............. 20 Режим работы: / = 20 4-25 °С; = = 2-=--: Л/дм. Снятие хрома со стальных деталей может быть осущестнлено при i = = 1520 А/дм в отработанном ролнте хромирования. Глава ЦИНКОВАНИЕ Ъбщие сведения Цинковые покрытия применяются 4i/iR защиты от коррозии стальных деталей: эксплуатирующихся в наружной ат-косфере различных климатических рай-Лнов, в атмосфере промышленных рай-1виов (загрязненной SOj), в закрытых Помещениях с уь:еренной влажностью или загрязненных газами и продук- Щгш сгорания (детали машин, крепежные детали, листы, проволока, детали ширпотреба и др.); Uсоприкасающихся с пресной водой ри температуре не выше 60-70 С ((водопроводные трубы, питательные резервуары, предметы домашнего оби- ода); эксплуатирующихся при температурах до 300 С; V находящихся в эксплуатации в кон- такте с тспливами, содержащими сер-\ нистые соединения, и маслами (бензо-1баки, бензино- и маслопроводы и др.). 1 Для повышения коррозионной стой-, кости Zn покрытия подвергают хрона-тированию или фосфатироваиию. Хро- Матированные или фосфатнрованные -Zn покрытия имеют удовлетворнтель- иую коррозионную стойкость при кон-такте деталей с топливом, содержа-щим сернистые соединения. Покрытия Zn для деталей, находящихся внутри изделий при затрудненном обмене воздуха между внутренним , пространством и внешней средой н иаличии в замкнутом пространстве органических материалов, которые прн Старении выделяют летучие агрессивные вещества, рекомендуется применять с дополнительной защитой н лакокрасочными покрытиями. Цинкование не следует применять для деталей, эксплуатирующихся в условиях морской атмосферы и в тропиках. Цинковые покрытия на деталях, вксплуатирующихся в тропиках, могут применяться при условии донол- 6 п/р Шлугера нительной защиты (окраска или периодически возобновляемая смазка). Цинк принадлежит к электроотрицательной группе металлов; его стандартный потенциал минус 0,763 В. Загрязненный примесями других металлов Zn сравнительно легко растворяется б кислотах н щелочах. Химически чистый Zii растворяется в них медленно вследствие того, что водород, которьп ! при этой реакции должен выделяться, имеет на Zn высокое перенапряжение. Реагирует Zn также с HS и сернистыми соедннениями, образуя сернистый цинк. В сухом воздухе Zn почти не изменяется. Во влажном воздухе и в воде, содержащей COj и Ог, он покрывается пленкой, состоящей нз ZnCOs, которая .-.ащищает металл от дальнейшего разрушения. В условиях тропиков цинковое покрытие нестойко. Особо значительна скорость коррозии Zn в атмосфере промышлешюго города. Скорость коррозии Zn (мкм за 1 год) составляет; 0,5 при чистой сухой атмосфере (пустыня); 1,0-1,5 в сельской местности умеренного климата; до 5 при чистой влажной атмосфере тропиков; 6-8 в городе с атмосферой, загрязненной газами (СОг, SO2, njS); до 20 в городе с особо загрязненной атмосферой; 4-20 в атмосфере приморья. Большое влияние на скорость коррозии Zn оказывает величина рН среды. В интервале рН 7-12 скорость коррозии Zn минимальна; она возрастает при отклочеиии от указанных значений. Образующиеся в процессе коррозии Zn продукты, частично заполняя поры в покрытии, несколько уменьшают скорость коррозии. Защижос действие Zn сохраняется не только прн наличии пор, по и при других дефектах покрытия (царапины, забоины).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


