

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 [ 22 ] 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 ВТ,/о
ВТ, % 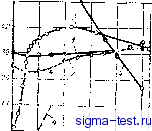 20 W w t,c
Рнс. 21. Зависимость выхода хрома по току в тетракроматиом электролите от изменения! а -~ I (1) и 1 (2); 6 ~~ концентрацннг / - NaOH; Z - сахара; 3 - HgSO* 4 - СгОз анодного травления при = 5-f 10 А/дм2. Электролиты для черного хромирования. Хромовые покрытия черного цвета обладают высокой защитной способностью и широко испадьзуются для нанесения защитно-декоративных и специальных слоев на различны;? детали машииостронтельных и приборостроительных отраслей промышленности, медицинский инструмент, панели и т. д. Режим осаждения: р = = 50j-70 А/дм- /=40.iOC- В = = 20-25 / . Температура электролиза оказывает решающее влияние на выход по току и свойства получаемых покрытий. Плотность тока незначительно влияет на эти показатели процесса. В нокрытии содержится Zn в количестве 0,1- 0,2 %. В хром-кадмиевый и хром-цииковыЯ электролиты Cd и Zn вводят путем 14. Неполадки ири осаждении хром.т ич тетракроматного электролита
Составы некоторых электролитов для черного хромирования нриведены в табл, 15. Широкое применение имеют электро-АИЫ № 5 и 8. Черные хромовые покрытия практически не содержат в своем составе металлического хрома. Они представляют собой г:омпозииию, н которую входят оксиды и гидроксиды Сг-* и О*, а также гидрид хрома. Одним нз наиболее 3(.фектнвных влектролигсв для черного хромирования является разработанный в СССР электролит зЧетахром, содержащий 450 г/л СгО.ч и две специальные добавки; А в количестве 3 г/л и Б - 30 г/л. При приготовлении электролита добавка А предварительно растворяется при 60-70 С в небольшом количестве воды. Электролит содержит также препарат Хромин в количестве 5 г/л. Метахрсм обладает наиболее высокой технологичностью и стабильностью по сравнению с другими известными электролитами. Оптимальная темпера-Т)ра электролиза 20-30 плотность тока 15 А/дм. Возможен перегрев электролита до 50-60 X. Плотность тока может варьироваться в интервале 5-100 А/дм . Покрытия, по.1;ученные из электролита Метахром, оГладаюг низким коэффициентом отражения света; 2 % в видимой части спектра и <1 % -- в инфракрасной, Э.чектролиты на исиове трсхвалсит- иых сиединений хрома. Электролиты 15. Составы электролитов (r/.i) для черного хромирования и режимы осаждения на основе Сг= и :еют Becb.va огра чеиное практическое применение, смотря на то, что при осаждении хрома нз таких электролитов электрохищчеч ский эквива-гент хрома в 2 раза fob. ше, чем при осаждении из растьг,. ,. HjCrOi. * Электролиты на основе соединений Ci* недостаточно стабильны ц позволяют получать покрытия од, шиной более нескольких микрсме1ров Составы электролитов приведет в табл, 16. Электролиты иа основе сседи1ений Сг используются для нанесения по, крытин без ванны способом иатиранд с применением специальных тампонов кистей и других приспособлений, цото!, рые прямо контактируют с повЕр;(, ностью покрываемой детали. Одним из электролитов такого род, является электролит, имеющий cv, ющий состав (г/л): 1Сг(С,04).-ИМН,1з в растворе (Н.ОП............ 700 Режим осаждення; rj = = 15С.Е-400 А/дм; ВТ = 20 4-30%. црвженце 1. -16 В. Другой электролит, рексмсндуемца для указанной цели, и,меет следущ состав (г/л): (CJIs(-Ofi)jCr ........2*-28(1 HCl.ONH.......... 5-4С5 мамюыслии ьалиГ[-ц&триП 1;: 17 Режим осаждения: 270.-300 Адм , t 4,-. (.: ВТ = 55 , Pi-сход зле1-.тро.тита 0,28 л/мин; р] г, -о, -3,7, Компонент! 1 электро.тит? н режим СгО. СН.СООН (99 %-иая) NH.VO. Fe,(C,04).-5H,O g.H,.CO н,во, NaNO, Na,AlF. H,SiF. Хромин jVi :/,ieKT po.iina 1 А/дм *, С 3-6 0,2 15-30! 18-25 60-100 10-30 250-400 6 1,25 160-400 16-75 0,1 - 0.4 1.5-3 50-ItO 10-30 10-00 18-26 lQ-50 18-25 30-60 16 -2б1 250 3 20-30 50-7( 20(1- 41)0 O.J-l ju- 1 гц IS 4r, 16. Составы влектролитов (г/л) на основе соединений тпеквалентного хопма и режимы осаждения лииа
С помощью специальных приспособлений, предусматривающих вращение деталей и прижимаемых к ним анодных головок, через которые поступает электролит, происходит осаждение износостойких покрытий толщиной 0,1 мм и более Электролиты с добавками органических соединений. Органические добавки вводят с целью повышения выхода хрома по току, повышения блеска, мнкротвердости и износостойкости Покрытий, а Также для улучшения PC. В некоторых случаях считается, что введение органических добавок стабилизирует электролит. Органические добавки вводят как в электролиты на основе Сг+, так и на основе Сг<+, несмотря на сильную окисляющую способность последних. Главная трудность использования органических добавок в электролитах хромирования - полное отсутствие методой аналитического контроля этих добавок. Различные добавки, рекомендуемые для электролитов хромирования, приведены в табл. 17. Скоростной элек роли т X р о м и с п е л. Электролиты этого типа отличаются высоко ! концентрацией Н2СГО4 и применением в качестве катализирующей добавки анионов С-, или Вг . Типовой состав электролита (г/л): СгО, ........ 700-900 НС1 (конц.) ....... 70-90 мл/л (илн NaCI)........ 50-70. Режим осаждения: / - = 20-7- 23 -С; ( = 30-1- 60 А/дм=: ВТ = = 70-V-75 %. Электролиты для осаждения сплавов на основе хрома. Сплавы хрома с элементами группы железа получают из электролитов на основе трехвалентных соединений хрома (табл. 18), а сплавы с элементами 4, 5 и 6-й групп периодической системы элементов - из электрачитов на основе шестива-петных соединений. Осадки, полученные из э.чектролита X 1, содержат хрома 12-21 %, нз электролита № 2-12-15 %, из электролита № 4 - 50-60 %. Введение в электролит хромирования HVO3 позволяет получать сплавы Сг-V с содержанием ванадия до 0,5 %. Для осаждения сплава Сг-Nb ге-комендуется электролит, имеющий следующий состав (г/л): сю, .......... 200-300 HF ............ 15 - 20 HNbOj........... 3 - 4 NH,F............С,6-.3 Режим осаждения: / 30 -!-71. С, / =20 470 А/дм=. ВТ=25- -i-52 %. Осадки содержат до% 0,6 ЬЬ. , Сплав Сг-Мо можно получить из электролитов, состав которых приведен в табл. 19. Первые два электролита нредназначеиы для получения нзно-(ТОЙких покрытий, которые наиболее эффективно используются при работе в средах, отличающихся повышенной агрессивностью. Содержание Мо в покрытиях возрастает при увеличении температуры электролиза (рис. 22) и практически не зависит от изменения плотности тока. Электролит ЛЬ 3 предназначается исключительно для получения защитно-декоративных покрытий системы Си-Ni-Сг- Хромовые i оирытия, легированные Мо, обла/iaioT высокой способностью к пассивации, и при переходе малого количества Мо в коррозионную среду сое,5,и1и-Ш1я молибдена ш.:пол11яюг ингнбирующую роль по отношению к трехслойному защитному покрытию и основному металлу. При введении в электролиты для получения сплавов Сг-Мо соединений V или Nb получают тройные сплавы Сг-Мо-V и Сг-Мо-Nb, KOTopi.ie отличаются большей пластичностью, чем покрытия хромом. 17. Органические добавки для электролитов хромирования
положительно влияет ист: зв - Примечание. Принятые обозначения к-Ьх - добавка на соответствуои1,нй покпзатель (поЕЫшает или улучшает его): ~> - данных электролит на оспоке трехпалситмых соедииспий; СТ - стандартный электролит на основе хромовой кислоты; CP ~ саморегулирующийся эл(м<тролнт; В1 - пыход по току* i i-- рассеимйющая способность; БЛ - блеск; Т - твердость поирытиГк .4i электролита Ifci сплава Гс-Сг Компонеи! 1.1 электролита (NH,),CO Fe-U С, I/л /, Г. А дч.г 10U-15 55 - 30 , 180-200 1.0-1,4 Ni-Fe-Cr С о-Сг CrOHSO, FeNH,(S04). Meso. Жидкое стекло Глицерин 45 13.5 20 100 0.5-1,3 0,8-1.3 CrCl, NlCl, Na-лнмoИllOкиcлый Nli.Cl CrC). CoCl, Na-jinvoHHo исльгГ- llCl 150-200 25-50 12-20 50-70 130 28-32 ГЗ -55 20-50 Л1-3 0, 2-0,3 130-150 5-20 20-25 .50-60 2Ь -32 4 .-52 25-30 50-8 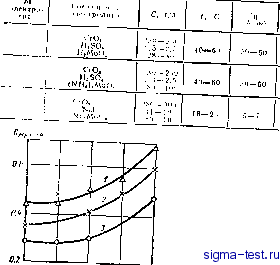 22-21 Содержание Mo, % 15-17 12-13 0,8-1.0 l.-l W J Sff 5S t C / - 30, 2 - 20; 3 10 i 1ох,ыт11е сплаосч, Cr-Ti позво- HoL зводорожнБанне ос-НО.В ,0,0 1,ег,т.7ла. Для получения Э10,о с mjoa применяют электролит следующего состава (г/л): СгО, . . . 250 HjSO............ 4,5-5,0 Ti tB ijLp[:c4eTe на металл) . 5 Ре Hi им осаждения: = 4.5-;-соX; ( = 10-12(1 А,дм>. Содержание 11 в сплаве 0,05 - 0,5 % в записимо-стн от изменсивя состава электролита и ре>{:има :.,лектрол из а Сплавы Сг-Se получают при замене в электролите хромирования H2SO4 на HaSeO,. В сплаве до 20 % Se, Хромирование при нестационарных режимах электролиза ХРОМИРОВАНИЕ ПРИ НЕСТАЦИОНАРНЫХ РЕЖИМАХ ЭЛЕКТРОЛИЗА Нестационарные условия электролн-(реверсивн1.1й и пульсируюш1:й ток, программное изменение режима электролиза, протечное и струнное хромирование) рекомендуются для улучшения физико-механических свонств хромовых покрытий: снижения он и пористости, попош1ения пластичности и взиосостовкости. Хромирование рееерсивпым гоком. Процесс гоэвол.чет вести XfOMiipona-ние при i,i до 120 А/,1м без с паснссти получения покрытий с дендритамн, Прп этом температура электролиза должна быть 50-70 С, Чем выше температура, тем в большей степени снижаются в покштни. Рассеивающая спосоОность возрастает при уменьшении катодного Тн и анодного Та периодов. Рекомендуемые длительности этих периодов следующие: т - 1-t 5 мин; Та = 1 + 5 с. Рекомендуются длительности и другого порядка: т - 15 мин; Та - 10 с. Осадки, получаемые при рекомендуемых режимах (т = 1-г-5 мин; Та = = 1-5 с), обладают высокой износостойкостью и коррозионной стойкостью (в Силу их практической бсспористо-сти). Они имеют полублестищий нлн матОБО-молгчннн вид н пе могут Сыть рекомендов..ны для декоративной отделки изделии. Гладкие осадки могут быть п( лучены толщиной до 0,3 мм. С целью полного исключения пористости покрытий процесс необходимо вести прн наиболее Кратких катодном и анодном периодах (Тк= 1 мин; Та = 1 с). Нагболее ео so нысокая TBcfV(ocTb по1<рып:й получается прн максимальной длительности указанных пернсдсв Xpo10BhIT поьрытия, т:олучаемые методом рег!е1С11рованпя тока, в наименьшей степени chtjk.-hot предел выносливости a j ста.пи. Хром II роса и ие и;чпульсннм током. Импульсный ток 1:озг.оляет интен-сифн1.нропать проиесс путем увеличения плотности тока до 200-250 А/дм* прн температуре электролиза 60- 70С. Длительность [мпульса тока Тд II длительность паузы т должны йыть у. нптерпалс 1-4 с. Рскомег.лусмый интервал: т =1-2 с; т = 0,2-5-0,5 с. Длителы.ость импульса является 1)>акторон, определяющим скорость nj о-цесса, а длительность паузы - факторен, определяющим свойства покрытия. Увеличение Тр уменьшает количестве Hj, поглощенного хромом, способствует получению матоБО-моломных покрытий, уменьшает кх растрескивание. ХрокироЕание при i,(=/=const. Процесс состоит в изменении нлотиосги тока во времени по схеме, представленной на рис. 23, Электролиз ведут прн ( = ео С. Вначале плотность тока высока (fO А/д!.!), что необходимо для обеспечения грочно[0 сцепления с основой. Затем плотность тока снижается до 25-35 А/дм и идет осаждение защитного молочного слоя. Завершающий этап - подъем плотности тока до 60-65 А/дм-, при которой осаждается внршпнй износостойкий слой. С целью избежать неблагоприятного изменения внутренних натряжений в покрытии снижение н увеличение производят не скачкообразно, а постепенно в течение 10-20 мин. --rt W 60 too iso гсо г, о ;£0 1,2,9 Рис. 23. Программа изменения плотности тока д.:я ио.чеиия беспорнстого и тосостойкого хрома; т х, т время осалдення четырех слоев гокры71гя; т - время осашде11иа переходных слоев
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


