

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
Д 1.Ные д..;я ( = 55° с составляет 280-370 МПа. Ввиду того что при изготовлении ответственных дегалей, подвергающихся хромированию, низколегированные стали не применяют, график на рис. 17 можно испо.лнзовать для оценки снижения о t для стали любой марки, хронирован- ной прн 50° С и плотности тока 50 А/дм иа толщину слоя 0,1 мм. Наводороживание стали прн хромировании. Так как основная часть тока при хромировании расходуется на выделение водорода, происходит наводороживание стальной основы, вредно влия- ющее на ее физико-механические свойства. Наиболее активно Hj внедряется в сталь в начальный период хромирования, когда еще не образовался сплошной слой хрома. Решающее влияние на наводороживание оказывает температура электролиза. Повышение температуры от ,55 до 75 С увеличивает наводороживание при одном и том же времени хромирования в 6-10 раз. Плотность тока практически не влияет на наводороживание при 55 °С, однако при 75 °С увеличение [ от 30 до Ш) А/дм снижает наводороживание. При температуре 65 С плотность тока оказывает на наводороживание меньшее влияние, чем при 75 С, Такое влияние ( электролиза на наводороживание стали объясняется двумя причинами: изменением структуры хромового покрытия, выполняющего барьерные функции н препятствующего диффузии Нг в сталь, а также изменением коэффициента диффузии водорода D. значения которого приведены ниже для стали SOXrCH.V. I. С 45 65 65 75 D-lO , см/о 0.66 0,74 0,46 1,50 На наводороживание стали в процессе хромирования существенное влияние оказывает механическая обработка, предшествующая хромированию. Чем более грубо обработана поверхность, тем легче происходит наво-Дорожнвакие стали. 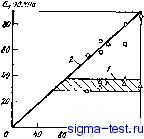 6i,!0,M/7a Рис. 17. Пределы вы осливости стали с покрытием (/) и без покрытия хромом (2) в ::аЕисимости от предела прочности на разрыв ЭЛЕКТРОЛИТЫ ХРО.адИРОВАНИЯ Фторидные электролиты, F и F-co-держащке ионы используются в электролитах холодного хромирования, в том числе для осаждения покрытий в колокольных и барабанных установках. Однако ряд электролитов эюго типа широко используется для износостойкого хромирования. По сравнению с электролитами, содержащими добавку SOv , фторн.чные эле!чтролиты имеют следующие преимущества: возможность ведения процесса при KorvHaTHofi темпе;атуре; лучшую рассеивающую н кроющую способность; меньшую критическую плотность тока, т. е. возможность вести осаждение хрома при очень низкой ! (0,5- 2 А/дк); более высокий выход по току. 10. Предел выносливости o-i хрог.сированных образцов wrc 34-3S, 6 = 0,2 < = 60° С, = 50 А дм)
ХРОМИРОВАНИЕ Электролиты хромирования il. Состав Э.МКТРО.ШТОВ (г/л) с I-содержащими анионами и реинмы работы
Недостатки фторидных электролитов следующие: бс.чее высокая агрессивность и формирование иа анодах пленки фторида свинца, облада101цен высоким элек]ринеским сопротивлением. В связи с указанной особенностью работы анодов при осаждении хрома из фторидных электролитов применяются только аноды, содержащие Sb или лучше Sn. Осадки хрома, получаемые из фторидных электролитов, имеют более низкую твердость и более пластичны, чем осадки, полученные из стандартного электролита. Более низки оц в хромовых покрытиях. В табл. 11 приведены различные составы электролитов с добавками F н.1И Других фторндсодержзщнх анис-нов. Фторидные элсктрмиты могут работать н при более высокой те1.:;ературе, чем указано в табл. 11. Возможно хромирование нз электролпюв, содержащих 4-6 г/л одного из следующих соединений: KjTiFo, KjZrFj и Na.,AlFf ci:oco6hux быть катализаторами электроосаждення хрома. Саморегулирующиеся электролиты. Принцип действия элек1ролитов - автоматическое помержа те ностоян-нсно соотно1ненин между концентрациями СгОя и постороннего аниона, которое обеспечивается тем, что указанные анионы вводят в электролит в составе ограниченно растворимых солей. Эти соли вводят в электролит в количествах, превышающих их рас- творимость, Поэюму имеющийся ч.сг-док на дне (избыток соли) всегда находится в равиовесни с ионами, перешедшими в расиор. В качестве солеи-катализаторов, оГе-спечивающнх присутствие в растворе посторонних аикоисв, используют STSO4, KaSiFe и CaFj. Растворимость этих солен линейно возрастает в те;,1-пературном инте вале 30-80 X. С уве-лнтением концен!рации СгОз максимум растворимости солей отвечасг концентрации 250 -300 г/л. Преимуще<:тва саморегулирующихся электролитов след)Ющис: стабильность состава, так ка < концентрация постороннего аннона ио/иерживается автоматически; батее высокая СПпосрасис-иню со стандар ны.м электролитом; практическая иезаенсимость ВТ от ik (выше 40 А/дм2) н t (выше 50 X); широкий ннтерна изменения t и i,;, обеспеП1ва1ощнй получение б;!естя-щнх осадков; бо ке иысокая PC 1 о сравнению со ст .ндзртиым электролитом. Иедос таток саморегул ируюн1ихся электролитов - их более пысскан агресс!;ннск:ть. Лно..ы из РЬ-Sn cn.ia-ва должны содсрл ть 5-10 % Sn. Рекомендуются три типа само eiy-лирующихся элеа олнтов (табл. 12), Перед пуском са. оретулируютце ося электролита в эксчтуатацию следует его прогревать при рабочей I и е-иие 2-3 ч с одновремеиньм пере.--сшиванием раствора. Эю необходимо дтя илсыщепня электролита посторот.ишш анионами. состав саморе улнрующихсп 1мкТООЛИтов хромирования (г/л) режимы работы
Наиболее широко при.меняется в практике электролит Ns I (сульфатно-кремиефториднын). На рис, 18 приведена диаграмма, иллюстрирующая область получения блестящих осадков и скорость осаждения покрытий при различных режимах электролиза. Максимальная твердость покрытай, осаждаемых при 60 С, получается при (к = 55 А/дм , осаждаемых при 50 °С- при гк = 45 А/т- Электролит рекомендуется для получения твердых износостойких покрытий при размерном хромировании. Электролит имеет следующие характерные неполадки: при снижении t ниже 50 °С наблюдается появлсине шероховатости покрытия; прн уменьшении концентрации СгОз ниже 200 г/л или при увеличении выше 350 г/л осадки становятся матовыми; прн недостатке в электролите K2SiFc оса.чкн получаются матовыми; при недостатке в электролите SrS04 на поверхности покрытий появляются мелкие черные точки. На рис. 19 приведена схема, нллю-стрирую1иая влияние различных факторов на ыктнннй вид осадков. Элект(.Олнт К 3 (фториднокремие-фторндный) рекомендуется применять для скоростного хромирования. Осадки хрома получаются слабо-голубого цвета. Электролит обеспечивает получение прочио1 0 сцепления покрытия с высоколегированными и коррозионно-стойкими сталями и специальными сплавами. Состав саморегулирующегося 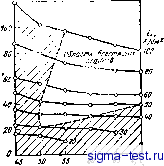 Рис. 18. Скорость осаждения хрома из саморегулирующегося влектролита электролита для защитно-декоративных покрытий следующий (г/л); СгО, ............ 200-400 Лимеда Х-80 ........ 15 Режим осаждення: г=- = 2-н80 А/дм ; <= 20-60 С; ВТ = = 20-i-23 Рекомендуются также электролиты с добавками ДХТИ-10, ДХТИ-11 или ДХТИ-хром-11 в количестве 7-10 г/л. Сжерхсульфаткый электролит. Этот электролит имеет следующий состав (г/л); СгО ............ 250-300 H.SOi ........... 8-10 Сг*+ (й пересчета иа СгО,) 20-22 Режим осуждения; г.50-г55-С; rSsSO-J-OO Л.дм ; ВТ =. = 22-24 % прн о; тим.-!Л,1[Ы>. услош як элсктроли:(й. Ссстаи этого элект)олита близок Kcociaay катодной пленш) (см. с.121). SrSOi V /л /! / j- го 30 50 а/3п>- г-1 ШЖ ШШ Слешщае MamoSue Нолошие Рнс. 19. Зависимость внешнего вида покрытия от изменения условии элe тpoлИJa 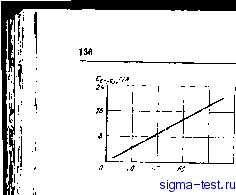 Рис. 20. Зависимость концентрации CrOs от концентрации введенной в алектро-лнт Н,0, Электролит рекомендуется для скоростного осаждения толстых блестящих хромовых покрытий (до 1 мм). Для получения в электролите требуемого ко-лнчестна Сг** после растворения СгОз в электролит вводят НОг. При этом для получения концентрации СгОз 20 г/л необходимо ввести 80-90 г/л П.Oи (30%). Во избежание разбрызгивания и р.зогрева электролита HjO вводят небольшими порциями в разные участки поверхности электролита. На рис. 20 приведена зависимость концен-траци;! СГгОя ст количества введенной и элек I ролит HjO... Для получения необходимой концентрации CfjOa в электролит могут 6ы1Ь введены н некоторые органические С1единення, например, сахар или глюкоза в количестве 4-5 г/л. При износостойком хромировании в сверхсульфатиом электролите возможно применять высокие плотности тока (до 300 А/дм). Рекомендуемые сочетания температуры и плотности приведены ниже: А/дм= .SO .50-80 Высокопрочные стали типа ЗОХ ГСП. д рекомендуется хромировать прн 60 с и плотности тока 180-200 А/дм. Это г режим оказывает наименьшее влияние на прочность стали. Сверхсульфатный электролит имеет низкую PC. Его рекомендуют применять только для ианесеиня покрытий на цилиндрические детали (штокп, валы, цилиндры и т. д.) при нсполь5(-. вании специальных подвесных приспособлений, обеспечивающих Koinicu-тричное расположение поверхн<.х:т(г1 детали и анода. Рекомендуемый состав анодов следующий, %: РЬ.....79-80 Sb ...... 4-6 Sn ...... 10-ii. Стабильность поддержания заданной концентрации Сг* обеспечивается применением i > 100 А/дм* и cooTHouit-нием S. Si, пределах 10-20. Возможно ведение хромирования и при меньшем соотношении указанных поверхностей, по прн этом необходима периодическая корректировка электролита н2о2 или специальной проработкой. Содержание СгОэ не должно становиться близким или большим 30 г/л и уменьшаться менее чем до 8 г/л. Тетрахроматный электролит. Элек-тролит предназначен исключительно для получения защитно-декоративных покрытий. Он обладает высокой рассеивающей способностью. Выход хрома по току составляет >30%. Основное преимущество электролита - возможность ведении хромирования при ком- 56 60 60-90 50-200 65 70 75 60-230 00-280 100-300 В табл. 13 даны скорости осаждения хромовых покрытий нз сверхсульфат-пого электролита прн различных плотностях тока и температуре. 13. СкоросТ!, осаждения хромовых покрытии (мк натной температуре (18-25°С). Осадки получаются серыми, однако, будучи весьма пластичными (микротвердость 300-500), оии полируются до зсркаль- 1МЛ) ил сперхсул1,фатмого лчектролта
яого блеска, характерного для обыч- tlMX хромовых покрытий. Наиболее легко полируются покрытия толщиной до 10 мкм. Хромовые покрытия, полученные из деграхроматного электролита, практически беспорнсты. Они рекомендуются взамен трехслойных Си-N1-Сг защитно-декоративных покрытий Толщина такого однослойного блестящего покрытия должна быть не менее 20 мкм. Покрытия, полученные из тетрахроматиого э.тектролнта, обладают высокими защитными свойствами и сохраняют деко]1атпвность в морской атмосфере и в тропических условиях. Высокая рассеивающая способность тетрахроматиого электролита способствует его успешному применению для покрытия пресс-фор.м для изготовления деталей из пластических масс. Хромовые покрытия из тетрахроматиого электролита толщиной 5- 10 мкм могут быть применены для местной защиты поверхности стальных деталей при их газовой цементации или нитро-цементации. Состав тетрахроматиого электролита следующий (г/л); СгО,............ 350-400 NaOH ........... 40-60 H,SO. ...........2.5-2.7 Сг -* (в пересчете нв CfjOj) 10-15 В некоторых случаях рекомендуется в электролит добавлять 0,5- 10 г/л вольфраматов илн солей магния, которые улучшают пол11оуемост8 покрытий. Рекомендуемая плотность тока должна быть в интервале 10-Н) А/ды. Наиболее легко полируются на обычных войлочных кругах покрытия, полученные при 15-25 А/дм=. Приготовление электролита ведут следующим Образом- Вначале растворяют СгО.-. Затем в электролит вводят NaOH, предварятель.но ряство(Синый в небольшом количестве волы. При добавлении концентрированного раствора NaOn iipoif< ходит сильное ра.зо-греванис электролита. Поэтому необходимо введение NaOH осуществлять небольшими порпиймп при интенсивном охлаж,хет.нн ваниы. После полного охлаждения электролита в него вводит рассчигапное ко.тичество HoSO. Необходимое количество Сг образуется в электролите при добавлении в него 1-2 г/л сахара или глюкозм. Возможно это сделать н путем впеде-ния HjOj (см с. 136). Хромирование в тетрахроматном электролите ведут в ваннах, изготовленных из ниако> глеродистых сталей. Не допускается чтхплуатацня тетрахроматиого электролита в ваннах, футерованных спинном, гак как РЬ корродирует в этом электролите. Аноды используют из РЬ-Sb сплава. Весьма важен контроль за работой источника тока. Несгабилы;гн;ть работы выпрямителя является основной причиной получения некачественных покрытий. На рнс, 21 приведены данные, характеризующие зааиспмость выхода хрома по току m условий электролиза. К электролитам тетрахроматиого типа относится электролит следующего состава (г/л); CrOj ............ 400-420 CsCOi ........... 67 - 75 CoSO, ........... 15-20 Режим осаждения: /j = = 16C-v 400 А/дн; /=ISj-23C; ВТ = = 4с аг2 % Микротвердость покрытий 900- 1200. Специфические неполадки в работе тетрахроматиого электролн1а приведены в табл. 14. Электролиты с добавками катионов цинка н кадмия. Электролиты, содержащие в своем составе катионы Cd * и Zt?* , вводимые в раствор путем анодного травления соответствующих металлов, применяются для нанесения износостойких покрытий на детали, работающие в условиях воз.чействия сред повышенной агрессивности. Состав хром-ка.цмиевого электролита следующий (г/л): CrOj ............23Ь-.200 H,.80.......... 13-1.5 Ka,Cr,0, ..........7,5-10 Cd (металлические) ..... 13-17 KOjSiF,......... S-7,.t Режим о с a л< д e и и я; ij = = 45 4-60 А/ДК=; (=55-;06°С, ВТ . -= 20-г24 %. При 1 = 45-!-50 Л/дмСП = = 60 мкм/ч; аноды - сплав РЬ-Sii Хрет.швое покрытие содержит 0,3- 0,5 Го Cd. Хром-ципкОБЫЙ электролит имеет следующий состав (г/л): CrOj .........ИО-100 HiSO, ........... 4-5 Zn (металлически!!) .....5,5-6,5
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


