

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 [ 20 ] 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 Растворимость хромового ангидрида в воде следуюп;ая; i. °С о 2U 40 00 80 100 Р, гл 617 625 634 646 6S8 677 Зависимость электропроводимости растворов от концентрации СгОз при различных температурах следующая: СсгО,- / О 300 400 Элект1Н проводимость **, См.. при I. С: 25 0,315 0,513 0,616 0.667 45 0,389 0,632 0,763 0,818 Температура кипения растворов СгО;, следующая: fCrOr г/л . . . 240 к. °С ...... 102 450 ПО 600 120 Зависимость плотности растворов СгОз при 20 С от ее концентрации приведена ниже. Р, V/CM- 1.07 1.11 1.14 1,15 1.10 229 В соответствии с техническими условиями допустимое содержание H2SO4 в СгОз может быть порядка 0,35-0,4%. поэтому перед введением в электролит расчетного количества HjSOi необходимо провести анализ раствора, полученного в результате расгвореиня СгОз. Количество вводимой HjSOi (мл) определяю! из уравнения (С.-СЖ где Ci - необходимая концентрация HjSOi, г/л; Сг - концентрация HjS04, имеющейся в растворе, 17л; V - объем электролИ1а, л; р - плотность HaS04, г/см*. Молекулярная масса H2SO4 98,09, плотность 1,84 г/см.  250 Ca-ijit/n г * С ,г1л а) I) Рис. 6. Влияние концентраций СгО, (о) и HiSO, (6) иа ВТ: прн ij. (А/дм): / - 120; г - 45; i - 15; при CcrOj (/л): < - 75; S - 250: 6 - 500  ЦП 80 IgiAjIn а) lis S) 65 t;t Рис. 7. B.iHHRHe платности тока (а) и температуры (5) иа аыход хрома по ток>; при (-С: ; - 25; 2 - 35: 3 - 45; а ~ 55. 5 - 65; 1,рн / (А/дм ): а - 270; 7 - ПО) S-46 После добавления H2SO4 электролит перемешивают и ведут его проработку с целью накопления некоторого количества соединений Сг* (1-2 % от количества СгОз). Проработку осуществляют при температуре 45-50 С и соотношениях S p: Sap , равных 4 : !-н6 : 1. В результате проработки 1.17 243 1,18 1.19 27 2 1.20 1,21 301 1.25 ;16Э 1.27 390 окраска электролита изменяется от темно-красной до темно-коричневой. Скорость осаждения покрытий. Выход хрома по току снижается прн увеличении концентрации СгОз и имеет максимальное значение при соотношении СгОз : H2SO4 = 100. Он возрастает при увеличении плотности тока и снижении температуры электр(!Лиза (рис. 6 и 7). На диаграммах рис. 8 приведены значения скоростей осаждения хромовых покрытий (мкм/ч) в области режимов осаждения блестящих покрытий из разбавленного и стандартною электролитов. Присутствие в электролите Сг* в пересчете на СггОэ в количестве 2-4 г/л незначительно снижает выход по току. Дальнейшее увеличение концентрации CTjOs и Fc+ (в сумме до 20 г/л) не влияет на выход по току (рис. 9) Содержание CfjOg и Fe* в электролите в сумме более 10-12 г/л вызывает увеличение удельного сопротивления электролиla. В присутствии СггОз выделение металлического хрома начинается при более низкой плотности тока. Время, необходимое для осаждения покрытий необходимой толщины, может быть определено по табл. 5 и б. 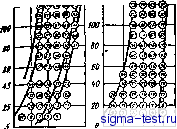 и 50 ео lotc iS S5 65t;C 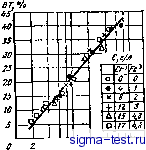 рис, 8. Скорость осаждения хрома (мкм/ч) при различных режимах эле4(тролиэа в разбавленном {а) и стандартном (i) электролитах Рассеивающая способность. По сравнению с электратитами для осаждения других металлов вгектролнт хромирования обладает низкой рассеивающей способностью. Это объяс- esre ге teieriK/iM Рис. 9. Зависимость выхода хрома по току от 1,прирамнчиомсоде.1жаииивзлек-тролмте f.r t и Fe + няется двумя причинами: малой зависимостью от 1 ; увеличением ВТ при возрастанн!! ( . Рассеивающая способность увеличивается при увеличении плотности 6. Время (мин) для получения хромового покрытия толщиной 1 мкм А/дм 10 20 25 30 35 40 46 60 65 60 65 70 кт, % 16,50 8,25 6,60 6,50 4,70 4,12 3,66 3,30 3,00 2,75 2,54 2,36 13,20 6.60 5.28 4,40 3,78 3,30 2,93 2.64 2.40 2,20 2.03 1.89 11,00 6,50 4,40 3,66 3.14 2,74 2.44 2,20 2,00 1,84 1,70 1,58 9,44 4,71 3,77 3,14 2,70 2,35 2,10 1,87 1,71 1.57 1,45 1,35 8,25 4,12 3.30 2.75 2,35 2,06 1,83 1,65 1.50 1,38 1,27 1,16 7,34 3,66 1,94 2,45 2,10 1,83 1,64 1,47 1.34 1.22 1.13 1.05 6,60 3,30 2,64 2,20 1.S9 1,65 1,47 1,32 1,20 1,10 1,02 0,65 6,00 3.00 2,40 2.00 1,73 1,50 1.33 1,20 1.00 1.00 0,93 0,87 6,60 2.76 2,20 1.83 1.57 1,37 1,22 1.10 1.00 0,92 0,85 0,79 Ь. корость осаждения хрома
Я ощ.-лся на I Л-ч I! 1 А-мин. ХРОМИРОБЛИИВ Ствуктура и свойства алектроосаждениого крона тока, снижении температуры, снижении концентрации хромового ангидрида; увеличении концентрации трехва-лстного хрома и железа (в пределах 9 г/л); она нанбмее высока при соотношении СгОз : H2SO4 = 100. Типовые режимы хромирования. Как правило, режим хромирования для получения покрытий на различных деталях выбирают в области тех сочетаний плотности тока и температуры, в KOTopoii получаются блестящие осадки; 20+60 А/дн2; f= 40-60 X. У [(Сличение >60 А/дм при осаждении покрытий толщиной более 40- 60 ыкм возможно в стандартном электролите при пр1.меиенип нестационарных режимов электролиза (см. с 143). Увеличение температуры необходимо прн получскии беспорнстых молочны.х осадков. Дли чего процесс ведут прн = 25-35 а/им н (=65н-70С. Томность поддержания плотности тока должна составлять ±5 % заданной ве.шчииы. Точность поддержания темпе1)атуры должна быть в пре-дeJax ±2 С. Аноды. При хромнровг.нии применяют нерастворимые аноды, так как использование для этой цели хрома невозможно по трем причинам. Главная нз них - легкость анодного растворения хрома; анодный выход по току превышает катодный примерно в 8 раз. Другие причип.ы - хрупкость металлического хрома и высокая стоимость изготовления массивных электродов. Наиболее подходящий материал для изготовления анодов - свинец, на поверхности которого облетеи процесс окисления О** в Сг*. Одновременно на гюверхности анода идет разряд ионов ОН и выделение Oj. 1? процессе электролиза на поверхности анодов образуется темно-коричневая пленка PbOj, которая обеспечивает более однородное состояние поверхности анодов и улучшает их работу. Однако, помимо этою, на анодах, особенно при длительном их пребывании в электролите без тока, образуется желтый слой PbCrOj, оказывающий вначительное сопротивление протеканию тока. Периодическое удаление этого слоя осуществляют крацеваннем с предварительной обработкой анодов в растворе, содержащем 100 гУл NaOH и 100 г/л KaCOs. Щелочную обработку. разрыхляющую слой РЬСгО.;, ведут при температуре 70-60 °С и ц га = 10-ьЗО А/дм. Вместо щелочной обработки возможно химическое травление в 5 %-иом растворе HCI. При длительном перерыве электро. лиза аноды должны быть извлечены из электролита и помещены в воду. Наиболее распространены аноды, из-готовлеЕптые из сплава свинца с Е~ 8 % Sb нли 6-8 % Sn. Такие аноди более химически стойки и прочны, чем аноды из чистого свинца. Рекомендуется также приме[1ять ап ды, содержащие одновременно Sb и Sn в количествах, указанных выше, а также аноды, содержащие помимо Sb и Sn еще 2 \ Ag. За рубежом прн хромировании широко используются аноды, изготовленные из платинированной титановой сетки. СТРУКТУРА И СВОЙСТВА ЭЛЕКТРООСАЖДЕННОГО ХРОМА Структура. Электролитический хром отличается мелкокристаллической структурой. Наименьшими раэмерагти обладают кристаллы блестящего хроыа 0,001-0,01 мкм. Кристаллы натовото н молочного хрома имеют размеры кристаллов 0,1-10 мкм. Осадки хрома характсритуются слоистостью и образованием на поверхности характерных наростов - микросфероидов (рис, Ю), которые наблюдаются при осажденнп достаточно толстых покрытий (более 30-50 мкм). Известны две основные структурнье модификации электроосаждеиг.ого хрома: os-xpoM - объемно-центрированный куб с параметром элементарной ячейки а = 2,878 А (0,2878 нм) и плотностью 7,1 г/см; Р-хром - гексагональная решетка с параметрами а = 2,717 к (0,2717 нм) и с = 4,419 А (0,4419 нм), плотностью 6,08 г/см. Помимо этих двух модификаций обнаружена также модификация v-Cr с элементарной ячейкой типа а-Мп, содержащей 58 атомов в эле-меитариой ячейке [а = 8,717 А (0,8717 нм1, а также хром, имеющий кубическую граиецентрированную решетку. Структура а-Сг является стабильной, характерной для осадков блестящего  Ряс. 10. Слоистая структура хромового покрытия н мнкроссроид, выходящий иа поверх-иость (Х600) типа, т. е. осадков, полученных при высокой температуре. Структура р-Сг является метаста-бильноп, характерной для осадков, полученных при низкой температуре, т. е. для матовых осадков. Гексагональный хром представляет собой фазу внедрения водорода в хром нли гидрид хрома состава от СгН до CrHg. Гексагональный хром самопроизвольно переходит в стабильную кубическую структуру (tx-Cr), что вызывает сокращение объема осадка примерно на 15-16 %, возииьтювение внутренних напряжений растяжения н растрескивание осадка. Содержание газов. Электролитически осажденный хром содержит (масс, доля, %) в среднем 0,04-0,05 и до 0,2-0,5 О2, а также незначительное количество Nj. Примерное содержание На (масс, доля, %) в осадках, полученных при разлнчнтлх температурах ССУ. 32-0,07; 52 - 0,06, 65 - 0,03. Водород может быть в различ1юй форме: в составе гидрида, в адсорбированном сое овнин, в раетБорси-ном состоянии. Кислород попадает в осадок прн захвате частиц катодной пленки, содержащих CrOj или другие кисло/.одсодер>п,а11и)е соединения, что происходит нри растрескивании осадка. Полагается, что включение в осадок N3 является основнои причиной хрупкости хромовых покрытий. 5 П/р Шлуюра Включение газов в осадок в значительной мере вависит от температуры электролиза. При повышении температуры в интервале 40-70 °С содержание газов снижается примерно в 2 раза. Увеличение плотности тока приводит к некоторому увеличению содержания газов в хроме. Термическая обработка после хромирования приводит к удалению водорода из хромового покрытия (рис. И), причем основная масса водорода выделяется при температуре, близкой к 200 °С. Внутренние напряжения. В процессе электроосаждения в хромовых покрытиях возникают ctjiH растяжения. Причина возникновения этих напряжений - структурные превращения, вызывающие сокращение объема осадка при самопроизвольном переходе неста-г \icdo Рис. II. Выдстснне водорода из покрытия и итмекеиие микрогвердости (Т); ; - общее количество Н,; 2 - % от общего количества На; 3 - мнкротвердосгь бц ига
SQt,C Рис. 12. Влияние температуры ня прогиб ватода (Л) длиной 100 мм и внутренние напрпжепия в xporiie: б - зонй блестядих гокрытнй бильной гексагональной структуры в объемно-центрированную кубическую. В наибольшей степени иа величину о оказывает влияние температура электролиза (рис. 12 и 13); в интервале получения блестящих и молочных осадков виутре1ии1е напряжения Овн снижаются. При каждой температуре электролиза минимум Овн н осадках обеспечивается прн определенной плотности тока, А/дм: при Уй Т. - 30, прн 55С - 40. Внутренние напряжения незначительно снижаются при величенш! концентрации СгС),. юно sob 600 iOff
О г * S г /о к П № б,тн Рис. 13. Зависимость средних внутренних напряжений в хроме от толщины покрытия; при (А/дм) /, 4-15; 2 - 20; J, а - 30; прн i (С); ; - 40; 2 60; Л - 65; < - 32; 5 - 70 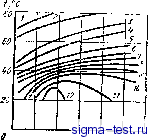 20 iO ео so 1к,у/с,уг Рис. 14. Зависимость киьрстЕсрдест i хрока от условий электро.пиза при = 250 г/л! Ch,sO, = 2,5 г/.о: J - 4.:0; 2 - 570; ,5 - S60; < - 1С00; 5 - 1100; 6 1200; ? - 1200; t - 10(0; S - 850; 10 - 750; - 700; /2 - 670 При близкой К 90 С, возможно получение хромовых покрытий, не имеющих Одд. Михротвердость. Твердость покрытий определяется режимом электролиза (рис. 14). При увеличенш! температуры электролиза твердость снижается, при увеличении плотности тока максимум инкротвердости наблюдается при п.тотиости, близкой к 60 А/дм При t = 35-45 С твердость покрытий, осажденных из разбавленного (!50г/л)п из стандартного электролитов (250 г/л), практически не отличается. Прн температуре 65-75 С твердость осадков нз разбавленного электролита выше на 10-20 %. Термическая обработка после хромирования приводит к снижению твердости и к уве.лнчению раз.мера зерен покрытия (рнс. 15). Износостойкость. Наиболее износостойкие покрытия, как правило, наносят ири режимах электролиза, обеспечивающих получение покрытий на граиице областей осаждения блестящих и молочных покрытий (см. рис. 5). Однако во многих случаях установлено, чц) с увеличением твердости износостойкость осадков растет. Термическая обработка, осуществляемая после хромирования, влияет па нзносостсй-кость покрытий. Наиболее высокой износостойкостью обладают покрытия, тсрмообработаниые в интервале 150- 200 °С. Термическая обработка при более высокой / вызывает существен- ное снижение нзиосостонкости. Оеа.ч-ки, полученные при ( = 70 X и Соле, практически не изменяют иэносоот й-кость в результат термической обработки. Пористость. Д я хромовых покры. тий характерна пористость, возникающая в результате растрескивания покрытий под действием Появление пористости в виде сетки трещин начинается по достижении определенной толщины покрытия (табл. 7), Пористая структура осадков хрома, полученных прн различной температуре хромирования, определяет скорость его разрушения СР в 1 н. НС1 при t --= 40 °С; t,°c....... ( Р, г.дм .та IО мнн 30 1,0384 На пористость хрома основное влияние оказывают температура электролиза и соотношение между СгОз и H2SO4 (табл. 8). В качестве количественного критерия пористости выбрано число пло;цйдок, образующихся в результате появления иа покрытии сетки трещин, приходящееся на мм поверхности. Влияние хрсккрсзяния на предел вынослквостн стали. Хромирование снижает стали Бследств1;е влияния а в покрытии, вызывающих напряженное состояние поверхности 7. Максимальная толигша покрытия, ие имеющего сет:<Е треи;гн, в зависимости ст рс;кпма э.тсгтрсЛ1;за
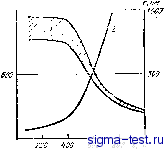 Рис. 15. 3.таисимость микротвердостн хрома (/) и величины его зерна г (2) от температуры термообработки 40 50 0,9520 0.0112 GO 0,1104 70 I 0,0016 I основного металла; трещии в хромовом пок])Ытки, яБЛяющи.хся концентраторами напряжений и паводорокнна-иия основного металла. Сопротивление усталости в результате хромирования мо>;ет снижаться на 20-30 %, а HHOi.na и значиге.тыю больше. Степень спи:кгпия сопротивления усталости зазиспт от свойств стали, толщины слоя хрома, температуры электролиза н характера иа-груксн;я испытуемых образцов (табл, 9, 10), Из рис. 16 видно, что с увелпченнем толщины слоя xpo-.ia предел выносливости снижается. Испытания проведены при ротациоином изгибе. Пос; е хромнрссаипя a i не имеет четко выражеиноп за.чнсимостн от п для всех стало ! с (7 > со ОМ Пз 6-,-a,t<r.n  0,15 (j, rf Рнс. 16. Влияние толни1нгл хромового покрытия на предел выпсслнвосги стали ЗОХГСЛ {urc 84 - 38). Значеиия а , соответствует 300, 00, 500 МПа
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


