

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Гальванические покрытия в машиностроении 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 - =m >- = nic I I I Ci £ oo о I л S I и 1 I 111 gt ою-* e о о lO coo о ort s I <: о 1Л 0 oo 1 11 о o I 11 о ол кп со I 11 = к 2 iS - I gn 0-5, о 1ft Сл. H ( r I IcS <o 1 >tz .- > fen CO - PO tf ram о oo I I I о oo I 11 1ft 0(N О о о 1ft - I 11 \Я ОС - <N О О о I I I Ift осч S?2 t I I о oo (О to I I I о oet C4 M
ПОЛГОТОГКЛ ПОВЕРХНОГТИ ПРРГЛ НЛНКСЕНИЕМ ПОКРЫТИЙ Промывка деталей стоиодородвом злектролитс и щелочном электролите подвергают детали после предварительного механического полирования Основные рецептуры электролитов приведены в тябл. 31. Кислые электролиты № 1, 2, 3 и 5 пригодны для полщювания большинства марок алюминия. Щелочные электролиты Л 6-8 рекомендуется использовать для полирования алюминия марок АД1, АМгО,5, АМц, АД31, АДЗЗ В растворе № 4 рекомендуется полировать алюминиевые сплавы, содержащие до 5 % кремния. ПРОМЫВКА ДЕТАЛЕЙ Требование к промывке и применяемой воде. Цель промывки - не только тщательно удалить с поверхности изделий растворы и продукты от предыду- .12. ПДК основного компонента в воде после промывки щей операции, но и при экономном расходе воды обеспечить их минимальное попадание в сточные водьк В табл. 32 приведены значения предельно допусшмой концентраннн (ПДК) основного компонента в воде конечной промывки, устансвлеинт е 1~ОСТ 9.047-75. Наряду с экономным расходом оды важным показателем эффективности промывка является качество воды. Плохое ее качество и плохая система промывки могут оказывать существенное влияние па качество получаемых покрытий. Повышенное содержание кальция и магния может вызвать образование пятен на поверхности покрытия. По физико-химическим показателям чистую воду нужно оценивать в зависимости ст влияния вредных примесей, содержащихся в ней, на режим элек-
тролнза, а также на вид в структуру покрытия. Для промывки защитных покрытий, К кoтopы.: не предъявляются повышенные требования, может применяться техническая вода. Остальные фнзнко-хнмическне показатели Технической воды ие должны быть выше ПДК вредных веществ в водоемах санитарно-бытового исполь-вовання. Вода из городского водопровода (общая жесткость 6 мг-экв/л) должна применяться для промывки защитных покрытий, к которым предъявляются 1К)В1)шеннае требования, а также для большинства защитно-декоративных покрытий. Прн нанесении защитно-декоративных покрытий, к которым предъявляются повышенные требования (для точных приборов, медицинского Ин-стру.мента, ювеинрных изделий и пр.), промывку деталей следует проводить в конденсате, дистиллированной нли деминерализованной воде с предельной жесткостью 1,5 мг-экв/л и общим содержанием соли до 80 мг/л. Вода того же качества должна использоваться для приготовления растворов э-тектроли-тов, заполнения ванн улавливания и для промывки деталей перед нанесением и сушкой покрытий. Способы Промывкн. Существует две схемы fipoMbiBKH детален: одноступенчатая - промывка в одной вание с проточной водой (рис. 7), многоступенчатая - промывка в нескольких последовательно установленных ваннах (ступенях) с проточной водой (рис. 8). Миоюстуненчатая схема промывкн подразделяется на прямоточную и про- i тивоточную (каскадную: двух- и трехступенчатую). Каждая из схем промывки может дополниться ванной улавливания. При конечных промывных операциях рассматриваемые схемы могут включать струнные промывки. В гальваническом производстве различают три вида промывкн: холодную (температура не нормируется); теплую (при 40-50°С) и горячую (при 70- 90 С). Существует несколько методов промывки: погружной - осуществляется в ваннах с непроточной водой (т. е. в ваннах улавливания) н в ваннах с проточной водой; струйный - осуществля- 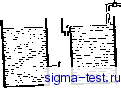 Рис. 7. Одноступенчатая схема промывкш 1 - технологическая fiaHHa; 2 - ваин* промывю! ется кратковременная промывка деталей (например, после пасснвнровання) простой конфигурации (линейки, листовые изделия, плоские детали), а также смыв с деталей вязких растворов; эгот метод экономичнее, чем погружением; комбинированный (погружной и струнный) - при.меняется для промывкн деталей сложной конфигурации и смыва с детатен вязких растворов. Сначала детали поступают в ванну, заполненную водой, а затем после изалечения из ванны промываются напраменными струя1.[ц води из ду-ширующнх сеток иди из отверстий в горизонтальных трубках, расположенных а верхней части ванны промывки. Наиболее эффективно процесс про-мыокн происходит при леремегииваним воды в промывных ваннах. Перемешивать воду можно вручную; подачей 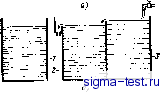 Рис. R. Многоступенчатая схема промывки: а - прямоточная: О - иротивоточная (каскад lan); / - технологическая вапка; /, J - BHHHu примиьки ПОДГОТОВКА ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТ Изоляция участков, не подлежащих покрытию ЯЗ. Ориентировочный удельный вынос электролита Внд обработки ст. с. не менее л/м На подвесках Насыпью: в колоколах н бара. баиях в корзинах нсетках На подвесках н насыпью в агрессивных растворьх 6 15 15 Не регламентируется 0.2 0,1 0,5 0,7 большого количества воды; механнз-намн и насосами, перемешивающими воду; механическим движением подвески с Деталями в ванне промывки; ультразвуковой вибрацией; сжатым воздухом. Наиболее экономичным и простым способом является перемешивание воды сжатым воздухом, очищенным от масла. Воздух подается в нижнюю часть ванны по трубчатой распределительной системе. Расход воздуха принимается равным 0,2 л/мнн на 1 л объема воды в ванне промывки. - Расход воды (лУч) для любой схемы промывки где q - удельный вынос электролита (раствора) нз ванны поверхностью деталей, л/м; N - число ступеней (ванн) промывки; К - критерий оконча1ельной промывки деталей; F - промываемая поверхность деталей, mV4. Ориентировочный удельный выноо алектролита (раствора) q (лУм*) в зависимости от метода обработки и принятой продолжительности сгекаиия (Xqt) раствора с деталей приведен в табл. 33. В технически обоснованных случаях при наличии экспериментальных данных для конкретных деталей допускается изменять величину выноса электролита (раствора). Критерий окончательной лромывкн К , который показывает, во сколько раз следует снизить концентрацию основного компонента электролита (раствора), выносимого поверхностью деталей, до предельно допустимых значений в последней ванне данной операции промывки, вычисляют го формуле К = CofCo, где Со - концентрация основного компонента в электролите (растворе), применяемом для операции, после которой производится промывка, г/л; Сп - предельно допустимая концентрация основного компонента в ванне промывки. Если перед промывкой производят улаачиваиие электролита, то величину 0.6 -0,5 0.3 0,2 -rfS,0 -г 70 --SP -7,0 --10 S.0 i *,0 -3.0 - - -1,0 -0,7 - -a,e 1:7000 - -5000 - -mo - -mo -гооо - -.1000 2 -soo - -JOO - -200 -.-.105 -.-.70 - so --30 -20 x.moo - -3000 - - mo - -3000 - -1000 -1000 - ?D0 - 600 - sou - Ш + 300 200 Рис. 9. Номограмма для определения удельного расхода воды иа промывку, л/м- K-W цо уменьшают введением следующих коэффициентов: 0,4 - при одной ванне улавливания; 0,15 - при двух ваннах улавливания; 0,06 - при трех ваииах улавливания. Ваины улавливания устанавливают, если суточное уменьшение объема электролита составляет не менее 20 % at объема ванны улавливания. После хромирования и покрытия драгоценными металлами ванны улавливания устанавливают во всех случаях. Общий расход воды при прямоточной промывке составит: 212? - для двухступенчатой; 3Q§ - для трехступенчатой. Для облегчения расчета расхода воды используют номограмму, приведенную на рис. 9, по которой определяется удельный расход воды (в литрах на метр квадратный обрабатываемой поверхности); ОУ - прн одноступенчатой промывке; - при двухступенчатой промывке; Ql - при трехступенчатой промывке. Для расчетных расходов воды вводят следующие коэффициенты: 1,5 - прн возможности падения напора в водопроводной сети; 0,7 - прн струйном методе промывки; 0,5 - при комбинированном методе промывки. При расчетном расходе воды менее 50 л/ч и отсутствии средств, обеспечивающих стабильность подачн воды, минимальный расход принимают равным 50 л/ч. В последнее время появились более рациональные способы промывки. Так, фирма Шерринг АГ предложила метод ВАКУ-ДЖЕТ, заключающийся в отсасывании нз барабанов с помощью вакуума до 60 % неразбавленного электролита и возвращении его в рабочую ванну; при этом применяют барабаны и промывные ванны специальной конструкции (рис. 10). Последующая промывка производится сначала струйным методом в этой же вание, а также при необходимости дополнительно в двухступенчатой каскадной ванне (рис. 11). Метод позволяет значительно сократить потери растворов, промывной воды и расходы на очистку стоков. Фирмой предложен еще метод струйно-перноднче-ской промывки, позволяющей также снизить расход промывной воды.  Рис. 10. Схема установки барабанного тина для рекуперации ценных компонентов (способ ВАКУ-ДЖЕТ)  Рис. 11. Схема установки, включающей отсасывание, струйную и погружную про* мывки (способ ВАКУ-ДИП) ИЗОЛЯЦИЯ УЧАСТКОВ ПОВЕРХНОСТИ, НЕ ПОДЛЕЖАЩИХ ПОКРЫТИЮ Основные изоляционные материалы. В гальваническом производстве для снижения непроизводительных sa-1рат, увеличения срока службы приспособлений н улучшения качества нанесения покрытий производят изолирование приспособлений различными полимерными и лакокрасочными материалами. В ряде случаев нх наносят также на отдельные участки деталей, не подлежащие нанесению металлопокрытий. На автомобильных и нескольких Других заводах для изоляции используется пластизоль марки дипло-8оль-2А, срок службы которой более 2 мес. Покрытие отличается пластичностью, обтекаемостью, хорошими изолирующими свойствами и химической стойкостью во всех применяемых в гальванотехнике водных средах. Другим эффективным и более доступным материалом для практического применения является сухой полиэтиленовый порошок высокого давления с индексом расплава 4,5-4,7 г/10 мин; измельченный. Диспер- 3231
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


