

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Конструирование электрических машин 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 [ 24 ] 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 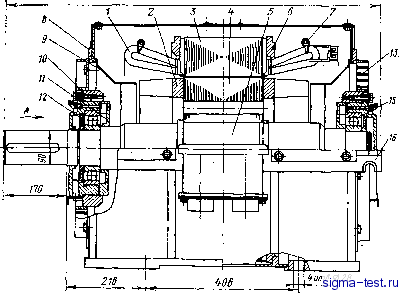 Вид A 820 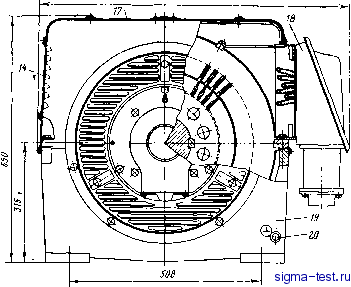 Рис. 7.8. Трехфазный асинхронный двигатель с короткозамкнутым ротором исполнения IP23 типа 4AH315S4 (200 кВт, 380/660 В, 2р=4): / - обмотка статора; 2 -обмотка ротора; 3 -сердечник статора; -сердечник ротора; 5 -вал; 6 - шайба нажимная; 7 -кольцо бандажное; щит подшипниковый; S -возду-хоиаправляющнй щиток; 10, 15 - капсулы подшипника; - крышка подшипниковая внутренняя; /2 -шайба для сброса отработанной смазки; 13 и /4 -жалюзи; /й -крюк подъемный; /7 -кожух; /в -вводное устройство; /9 - полустанина; 20 -болт заземляющий 250 мм посадочная поверхность заточки статора обычно внешняя, а при /г280 мм - внутренняя. При массе двигателя 30 кг и более предусматривают один или два рым-болта, облегчающие подъем двигателей при !их транспортировке и монтаже (рис. 7.7). В некоторых конструкциях двигателей для этой цели применяют проушины, приваренные к станине. Двигатели имеют зажимы для заземления, снабженные элементами, предотвращающими самоотвинчивание. Один из этих зажимов располагают во вводном устройстве и один или два - на станине или подшипниковом щите, t Двигатели исполнения по степени защиты IP23 с высотами оси вращения /г=280-355 мм имеют сварную полустанину, охватывающую только нижнюю половину сердечника статора. Такая конструкция двигателя с короткозамкнутым ротором показана иа рис. 7.8, а двигателя с фазным ротором - на рис. 7.9. Полустанина состоит из четырех стальных стоек, соединенных в основании продольными планками, а в верхней части - двумя ребрами из толстолистовой стали. Стойки полустанины имеют кольцевые заточки. В заточках двух наружных стоек крепятся подшипниковые щиты, а в заточках двух средних стоек - сердечник статора с обмоткой. Полустанина и верхняя часть двигателя закрыты кожухом из листовой стали. На боковых поверхностях этого кожуха сделаны жалюзи для выхода охлаждающего воздуха. Для удобства транспортировки в двигателях рассмотренной конструкции предусмотрены четыре крюка - по два с каждой торцевой стороны. Такая конструкция станины дает возможность существенно уменьшить общую массу двигателя, а коробчатая форма станины позволяет улучшить его охлаждение вследствие увеличения объема внутренней полости станины. Укладка обмотки в сердечнике статора и ее пропитка при такой конструкции двигателя производятся до установки сердечника в станине. В двигателях такой конструкции значительно упрощаются уход и профилактические осмотры, так как для осмотра внутренней полости двигателя достаточно снять кожух, не нарушая монтажа и центровки статора и ротора. На. наружной поверхности станины крепят табличку из некоррозионного материала с приведенными на ней основными техническими данными по ГОСТ-183-74. 7.3. СЕРДЕЧНИКИ СТАТОРА И РОТОРА Сердечник статора имеет шихтованную конструкцию, т. е. состоит из предварительно отштампованных и изолированных листов электротехнической стали толщиной 0,5 мм. Для предотвращения распушения сердечника крайние листы штампуют из стали толщиной 1,0 мм или же их выполняют посредством точечной сварки попарно из листов толщиной 0,5 мм. В случае применения электротехнической стали марки 2013 листы после штамповки подвергают термической обработке для придания им требуемых магнитных свойств и оксидированию. 4>. 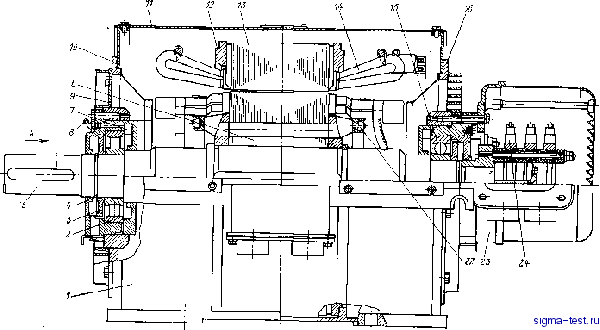 Рис. 7.9. Трехфазный асинхронный двигатель с фазным ротором исполнения IP23 типа 4AHK315S4 (200 кВт, 380/660 В, 2р=4): / - полустаннна; 2 -подшипник; 3 -шайба для сброса отработанной смазки; 4 - пружинное кольцо; 5 - вал; е -сердечник ротора; 7 - крышка подшипника внутренняя; S - масленка; 9 - жалюзи; 10, 16 - подшипниковые ш,иты; - кожух; /2 -шайба нажимная; /3 -сердечник статора; /4 -обмотка статора; /5 - подшипник; /7 -обмотка ротора; /в -планка сердечника статора; 19 - болт крепления рамки коробки выводов статора; 20 - продольная планка крепления сердечника статора; 2/-вводное устройство статора; 22 - обмоткодержатель ротора; 23 -коробка контактных колец; 24 - щеткодержатель  Листы сердечников статоров двигателей с высотами осей вращения /1250 мм набирают на оправку по внутреннему диаметру. При сборке листов их ориентируют по шихтовочному знаку (полукруглой лунке). Если все листы в пакете совпадают по шихтовочному знаку, то значит все они собраны в пакет одной стороной и возможные неточности при штамповке листов не вызвали уменьшения размеров паза в свету. Набранный пакет сердечника спрессовывают и без снятия давления пресса скрепляют специальными скобами, располагаемыми по наружной поверхности сердечника в канавках, имеющих форму ласточкина хвоста (см. рис. 7.4 и 7.6). Концы скоб загибают, и сердечник оказывается надежно скрепленным. Для сердечников статоров двигателей с высотами осей вращения ==50180 мм более технологична сварка пакета сердечника несколькими продольными швами по его наружной поверхности. Сердечники статоров двигателей с высотами осей вращения fi250 мм протачивают по наружному диаметру. Обработанные таким образом поверхности сердечников обеспечивают лучший тепловой контакт их со станиной. Соединение сердечника статора со станиной осуществляется одним из следующих способов. В двигателях малых габаритов с алюминиевой станиной сердечник статора обливается алюминием. Если же станина чугунная, то при /i<250 мм обмотанный и пропитанный сердечник статора впрессовывают в станину. При этом в станине предусмотрена заходная часть, обработанная по несколько большему диаметру по сравнению с посадочной частью. Сердечники статоров двигателей с /i280 мм набирают из лакированных листов предварительно с листов снимают заусенцы, образовавшиеся при штамповке). При этом листы либо набирают непосредственно в станину и в процессе опрессовки закрепляют кольцевыми или поперечными шпонками (двигатели со степенью защиты IP44), либо набирают на оправку по внутреннему диаметру вне станины и скрепляют стальными планками, заложенными в неглубоких канавках и приваренными к нажимным шайбам и частично к спинке сердечника статора (двигатели со степенью защиты IP23). В двигателях исполнения по степени защиты IP23 с высотами осей вращения /г=280ч-355 мм (см. рис. 7.8 и 7.9) к сердечнику статора приваривают по бокам две стальные пластины. Этими пластинами .сердечник опирается на края полустанины и крепится к ней болтами. Сердечники роторов асинхронных двигателей шихтуют из листов, отштампованных из высечки листов статоров. Если применяется электротехническая сталь марки 2013, то после штамповки листы подвергают термической обработке для получения необходимых магнитных свойств и оксидированию для получения на поверхности листов тонкой оксидной пленки в пазах и между зубцами. Оксидная пленка изолирует стержни короткозамкнутого ротора от сердечника, а также листы сердечника ротора друг от друга, что способствует уменьшению потерь в двигателе. Листы короткозамкнутых роторов набирают на оправку по внутренней вырубке листов. При этом следят за совпадением шихто-вочного знака. Набранный на оправку и опрессованный пакет ротора поступает на заливку алюминием. Затем пакеты снимают с оправки и напрессовывают на вал. В двигателях с /1250 мм пакет ротора напрессовывают на вал без шпонки с предварительным нагревом до температуры 400-500°С, а в двигателях с /i280mm пакет ротора напрессовывают на вал со шпонкой (см. рис. 7.8 и 7.9). Сердечники роторов протачивают до необходимого размера по наружному диаметру. При этом в целях уменьшения замыкания между листами ротора и выступающим в шлицах полузакрытых назов алюминием целесообразна механическая обработка ротора ротационным резанием - свободно вращающимся резцом с круговой режущей кромкой. В случае фазного ротора листы собирают в пакет сердечника непосредственно на валу, имеющем с одной стороны упорный за-плечик, а с другой - канавку для кольцевой шпонки (см. рис. 7.9), запирающей сердечник на валу после опрессовки. Сердечник ротора сжимается двумя нажимными шайбами. Имеющиеся на этих шайбах приливы служат обмоткодержателями. 7.4. ВАЛ Вал электрической машины несет на себе вращающуюся часть - сердечник ротора с обмоткой и другими элементами (обмоткодержателями, контактными кольцами). При этом вал работающей электрической машины испытывает действие вращающего (крутящего) момента, а также действие изгибающего момента, вызванного силой реакции механической передачи. Эта реакция наиболее значительна при ременных и зубчатых передачах. Кроме того, в машинах горизонтального исполнения вал испытывает изгибающие усилия от силы тяжести расположенных на нем сборочных единиц (сердечника с обмоткой, коллектора и т.п.). И, наконец, вал любой электрической машины испытывает изгибающие усилия от сил одностороннего магнитного тяжения, действующих на сердечник ротора при неравномерном воздушном зазоре. Для обеспечения надежной работы электрической машины вал должен быть достаточно прочным во всех своих сечениях, чтобы без появления остаточных деформаций выдерживать все нагрузки, возможные при эксплуатации машины. Кроме того, вал должен иметь достаточную жесткость, чтобы прогибы вала при работе машины не достигали значений, при которых возможны значительные искажения равномерности воздунь ного зазора между статором и ротором (якорем). Расчет вала возможен лишь после конструирования машины, когда известны длина вала и размеры всех его частей. Поэтому
|
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


