

|
|
|
|
Навигация
Популярное
|
Публикации «Сигма-Тест» Конструирование электрических машин 1 2 3 4 5 6 7 8 9 10 [ 11 ] 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59
Примечание. Для двигателей исполнения IP23 рекомендуемые значения магнитной нидукцин следует увеличить на 8 %. ные стенки. Для этого диаметры пазов определяют по формулам: диаметр в верхней части паза, мм, ;2= [ (2н-2М-2&.2]/(2 + ); (5.28) диаметр в нижней части паза, мм п2 = [Л {D - 2h ) - Z, bJ/(Z, - л). (5.29) Диаметр в нижней части паза с?п2 должен быть не менее 2 мм у двигателей с ftI32 мм и не менее 3,5 мм у двигателей с 160 мм. Расстояние между центрами окружностей овального паза, мм, Л2 = Л,2-Лп -0.5( 2+<2). (5.30) В случае овального закрытого паза в (5.28) и (5.30) вместо высоты шлица Лшз следует подставить высоту мостика /гм2=0,5ч--=-1,0 мм. Для овальных полузакрытых пазов (рис. 5.7, а) к-ш2 = = 0,50-0,70 мм, 6ш2 = 1,0ч-1,5 мм. При овальном закрытом пазе, выполненном по рис. 5.7, в, больший диаметр с?п2 определяется по (5.29), но вместо bz2 нужно подставить ширину зубца в расчетном сечении Ьгты по (5.24). Меньший диаметр этого паза принимают равным, мм, d;* (0,600,80) (5.31) ММ2, 5 2B = 0.5d 2(/z;-0,25d .,). Площадь бутылочного паза, мм, 5.4. ОБМОТКА СТАТОРА Элементом обмотки статора является катушка (секция). Каждый виток этой катушки состоит из двух пазовых частей, располагаемых в пазах сердечника статора, и лобовых частей. Расстояние между пазовыми частями одной катушки, измеренное в пазах, называют шагом обмотки. Шаг обмотки ух может быть полным (диаметральным), если он равен полюсному делению (i/i=t=Zi/2p), или укороченным, если он меньше полюсного деления (у1<т). Укорочение шага обмотки способствует улучшению формы кривой 5 2 = 0.25Я {dl, -f dl) -f 0,5Л, -f d). (5.32) Для бутылочного паза (рис. 5.7, г) размеры нижней части выбирают из условия получения зубца с параллельными стенками. Ширину bz2min определяют по (5.24) с учетом принятой по табл. 5.10 магнитной индукции Bzimax- Больший диаметр нижней части паза, мм, п2 = [ (2 - 2Л , - 2ft;) - Z, b,, ]l{Z, + n). (5.33) где /гм2= (0,2ч-0,5) мм; ft2 = 15 мм. Высоту зубца Лгг определяют по (5.26) с учетом принятой магнитной индукции в спинке сердечника ротора Вс2. Меньший диаметр нижней части паза, мм, = (А - 2Л ) - Z, , ]/(Z, - п). (5.34) Значение dn2 должно быть не менее 4 мм. Расстояние между центрами диаметров нижней части бутылочного паза, мм, 2 = К2 ~ ft 2 0.5 ( 2 + <2). (5.35) Площадь поперечного сечения нижней части паза в штампе, 52,H = 0.125n(d, + d;2)--0,5ft, (d , + d;,). (5.36) Ширину верхней части паза принимают равной Ьп2 = (0,5--0,6) 42. (5.37) Площадь поперечного сечения верхней части паза в штампе, (5.38) (5.39) распределения магнитной индукции в воздушном зазоре машины, приближая ее к синусоиде. Это позволяет снизить добавочные потери и уменьшить провалы в механической характеристике асинхронного двигателя. Катушки одной фазы обмотки, расположенные в соседних пазах и соединенные последовательно, образуют катушечную группу. Катушечные группы, входящие в обмотку фазы, могут быть соединены между собой последовательно, параллельно или последовательно-параллельно. Три фазные обмотки, соединенные в звезду или треугольник, образуют трехфазную обмотку статора. Катушечные группы обмотки, соединенные между собой, образуют параллельные ветви. Число параллельных ветвей в обмотке одной фазы зависит от способа соединения катушечных групп: при последовательном соединении их число минимально (ci = I), при параллельном соединении их число равно числу полюсов 2р, при смешанном соединении (последовательно-параллельном) можно получить \ <ai<2p. Если пазовые стороны катушек расположены в пазах сердечника в один слой (пазовая сторона катушки занимает весь паз), то обмотку называют однослойной. Если же пазовые стороны катушек расположены в пазах в два слоя (пазовая сторона катушки занимает половину паза), то обмотку называют двухслойной. Однослойные обмотки статора не допускают укорочения шага i?!поэтому двигатели с такими обмотками имеют ухудшенные рабочие и пусковые показатели. Кроме того, они имеют большой вылет лобовьк частей и повышенный расход обмоточной меди (рис. 5.8,а). Однако эти обмотки наиболее пригодны для механизированной укладки, что способствует снижению трудоемкости изготовления двигателей. По этой причине однослойные обмотки статора получили применение в асинхронных двигателях с высотами оси вращения Л-1б0 мм, имеющих наибольший объем производства. В асинхронных двигателях с высотами оси вращения /г 180 мм применяют двухслойные обмотки с укороченным шагом г/1<т (рис. 5.8, б). Обмотки статора разделяются на в с ы п н ы е (с мягкими катушками) и обмотки с же с т к и м и катушками (полукатушками). Всыпная обмотка изготавливается из обмоточного провода круглого сечения. Провод наматывают на шаблон для придания катушке Цредварительной формы. Затем катушки укладывают в заранее изолированные пазы трапецеидальной формы. После укладки катушек и закрепления их в пазах посредством клиньев или крышек производят формовку лобовых частей и их бандажи-рование. Затем обмотанный статор пропитывают. Обмотки из жестких катушек или полукатушек выполняют обмоточным проводом прямоугольного сечения. При этом еще до укладки катушек (полукатушек) в пазы сердечника статора им придают требуемую форму и наносят изоляцию. Затем их укладывают в полуоткрытые или открытые пазы (рис. 5.9, б, в). При решении вопроса о выборе типа обмотки статора для асинхронных двигателей общего назначения можно воспользоваться рекомендациями табл. 5.9. Сравнение рассмотренных двух видов обмоток статора позволяет сделать следующие выводы: всыпные обмотки с мягкими катушками являются наиболее технологичными, так как намотка катушечных групп, а иногда и фазной обмотки целиком, может вы- J9 21 23 25 27 29 Л 33 3f 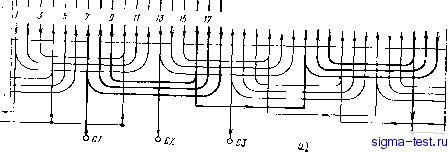  и ?. 7. . 27 29 J! 33 35 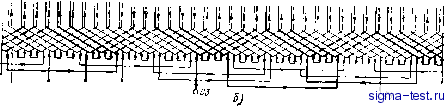 0С5- ЬС1 hcS hcZ Рис. 5.8. Развернутые схемы трехфазных обмоток статора: а - однос.чойная коицеитрическая обмотка (Zi=36, 2/)=4, 9i-3): б - двухслойная обмотк? подняться без разрыва провода, что дает возможность получить обмотку с минимальным количеством паек; трапецеидальные полузакрытые пазы, в которые укладывают всыпную обмотку, обеспечивают наиболее благоприятное использование зубцовой зоны статора, а небольшое раскрытие пазов позволяет значительно ослабить пульсации магнитного потока в воздушном зазоре. Достоинствами жестких обмоток являются лучшее заполнение пазов медью за счет прямоугольного сечения обмоточных проводов и более высокая надежность, обусловленная тем, что в пазы статора укладывают уже готовые катушки, не подвергаемые механическим деформациям, как это происходит при укладке всыпной обмотки. В силу перечисленных преимуществ всыпные обмотки получили наибольшее применение в асинхронных двигателях напряжением до 1000 В, мощностью до 100 кВт (/i<250 мм). Другой причиной, способствующей преобладающему применению всыпных обмоток в асинхронных двигателях, является возможность механизации процесса намотки, изолировки и укладки обмотки в пазы сердечника статора. Механизация этих процессов имеет большое народнохозяйственное значение и является оДйим из важнейших средств повышения производительности СП гг труда на электромашино- Рис. 5.9. Порядок укладки пазовых сторон Хпшельныха/ппах жестких полукатушек в полуоткрытые па- схриихсльпшл,. лавидал. зы статора Однако механизация про- 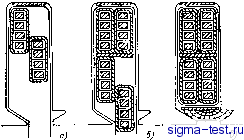 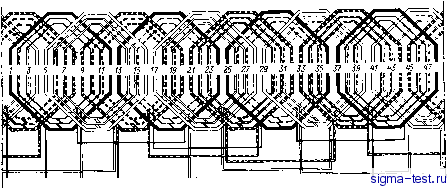 С5 С1 св сг Рис 5 10. Развернутая схема одно-двухслойной обмотки статора (Zi = 4S, 2р=4, /7, =4) цесса укладки двухслойных обмоток статора затруднена тем, что укладка пазовых сторон нижнего слоя некоторых катушек возможна лишь при временном подъеме ранее уложенных пазовых сторон. В целях расширения области применения механизированной укладки обмоток статора в последнее время были разработаны новые схемы обмоток, например, одно-двухслойная концентрическая обмотка статора (рис. 5.10). Каждая катушечная группа такой обмотки состоит из одной большой катушки, имеющей удвоенное число витков с пазовыми сторонами, занимающими весь паз (пазы 1 И 12, 5 и 16, 13 и 24 и т. д.), - однослойная обмотка - и (i-2) малых концентрических катушек с одинарным числом витков, расположенных в два слоя- двухслойная обмотка. В каждой фазе содержится одинаковое число больших и малых катушек, обе стороны которых лежат либо только на дне пазов, либо только в верхних слоях пазов. Одно-двухслойная обмотка выполнима лишь с числом пазов на полюс и фазу 9i>2. При qi=2 обмотка превра-. щается в однослойную концентрическую. Число пазов на полюс и фазу определяется выражением <?1 = Z,/2pm,. (5.40) Следует иметь в виду, что оценка технологичности обмотки статора, с точки зрения возможности механизации процессов ее изготовления, имеет значение лишь при проектировании двигателей для серийного изготовления. Следующим важным этапом проектирования обмотки статора является выбор класса нагревостойкости и конструкции системы изоляции. При этом можно руководствоваться данными серии 4А: в двигателях с высотами оси вращения Я=50-=-132 мм применяют систему изоляции класса нагревостойкости В, а в двигателях с h= 1604-355 мм - класса нагревостойкости F. В табл. 5.11-5.14 приведены конструкции изоляции обмоток статора, применяемые в двигателях серии 4А. Таблица 5.11. Конструкция системы изоляции всыпиой обмотки статора двигателей с А=50-132 мм (класс нагревостойкости В)
Коробка пазовая Крышка пазовая Прокладка междуфазовая в лобовых частях Изоляция внутримашинных соединений и выводных концов Бандаж лобовых частей Пропитка Покрытие лобовых частей * Для двигателей с ft-50-ЬбЗ мм. ** Для двигателей с ft-7l-M32 мм. Пленка полиэтилентере- фталатная ПЭТФ То же Пленкоасбокартон Трубка ТКСП изоляционная Нить полиэфирная Лак МЛ-92 или паунд КП-34 Эмаль ГФ-92-ГС ком- 0,19* 0,25* 0,25* 0,35* 0,35
|
||||||||||||||||||||||||||||||||||||||
|
© 2010 www.sigma-test.ru Санкт-Петербург: +7 (812) 265-34-48, +7 (812) 567-94-10
Разработка и поддержка сайта: +7(495)795-01-39 после гудка 148651, sigma-test.ru(my_love_dog)r01-service.ru Копирование текстовой и графической информации разрешено при наличии ссылки. |


